Aluminum, 400a bevel cut, H17 plasma / n₂ shield – Tweco Ultra-Cut Torch Data User Manual
Page 78: This art is for reference only
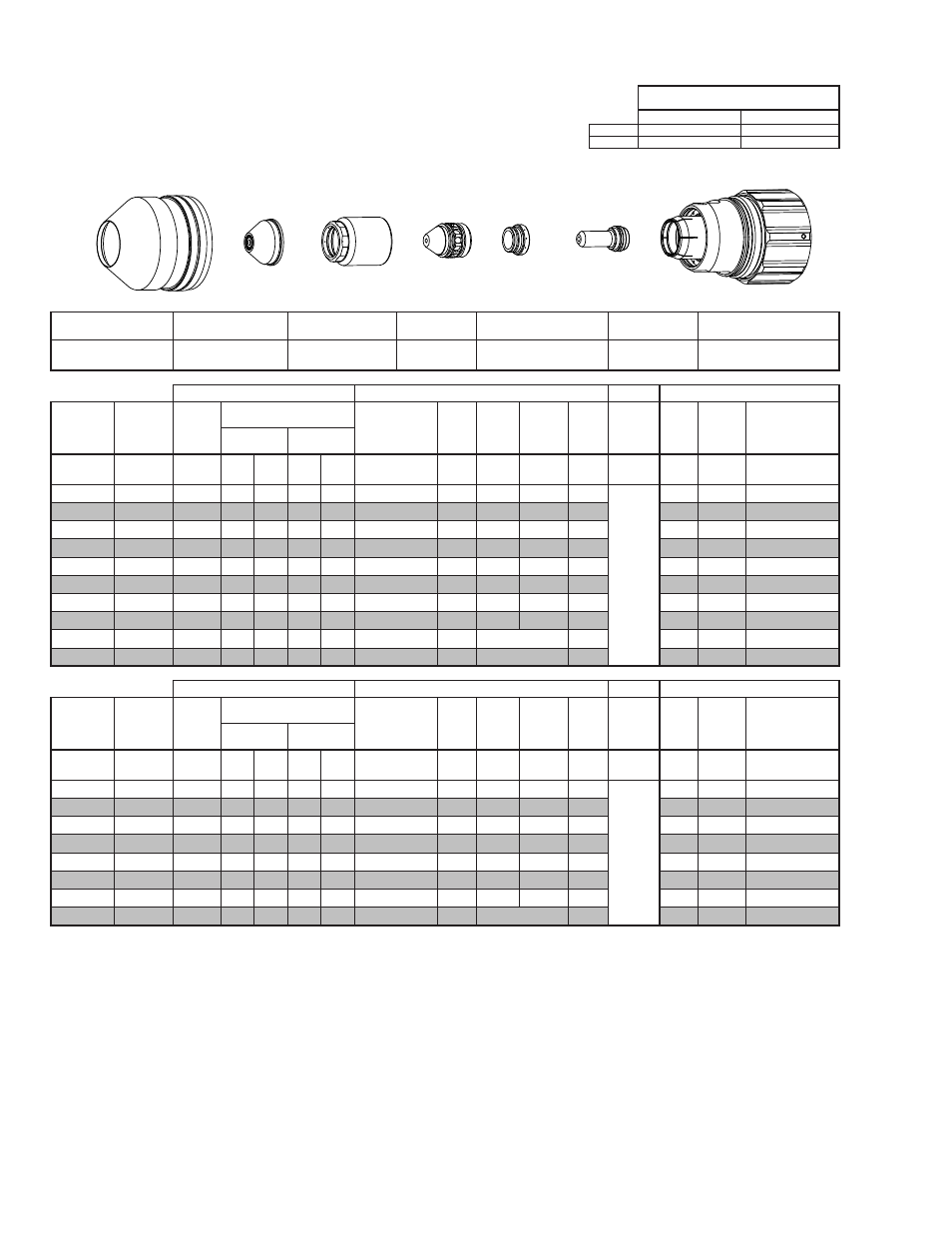
TORCH DATA for Ultra-Cut
8-78
Manual 0-4828
Rev BA
Aluminum
Flow Rates (SLPM / SCFH)
400A Bevel Cut
H17
N₂
Preflow
- / -
207 / 439
H17 Plasma / N₂ Shield
Cutflow
47 / 100
173 / 367
Shield Cup
Shield Cap
Shield Gas
Distributor
Tip
Plasma Gas Distributor
Electrode
Cartridge
21-1305
≤ 1” / 25 mm 21-1304
> 1” / 25 mm 21-1307
21-1303
21-1302
21-1306
21-1301
21-1300
GCM-2010
SC-3000 Torch Height Control (THC)
Basic THC
CNC Control
Effective
Material
Thickness
Min.
Clearance
Pre Flow
Pressure
(N₂)
Cut Flow Rates / Pressures
Effective Cut
Height
THC
Pierce
Delay
Pierce
Ignition
Height
Elevation
Height
Control
Delay
Pierce
Height
without
Elevation
Travel
Speed
CNC
Motion
Delay
Max Kerf Width
@ Rec. Speed
Plasma (H17) Shield (N₂)
inch
(in)
(psi)
Ball (psi) Ball (psi)
(in)
(sec)
(in)
(in)
(sec)
(in)
(ipm)
(sec)
(in)
0.500
0.080
30
120 100 NA 100 0.200 - 0.600 0.3
0.350 0.250
0.4
N
ot R
ec
omme
nded without
Ele
va
tion He
igh
t
200
0.4
0.195
0.625
0.080
30
120 100 NA 100 0.200 - 0.600 0.3
0.350 0.250
0.4
180
0.3
0.200
0.750
0.080
30
120 100 NA 100 0.200 - 0.600 0.6
0.350 0.250
0.4
150
0.4
0.200
1.000
0.080
30
120 100 NA 100 0.350 - 0.600 0.7
0.350 0.250
0.4
100
0.5
0.230
1.250
0.080
30
120 100 NA 100 0.350 - 0.600 0.8
0.350 0.300
0.4
80
0.6
0.230
1.500
0.080
30
120 100 NA 100 0.350 - 0.600 1.4
0.350 0.300
0.4
60
1.2
0.240
1.750
0.080
30
120 100 NA 100 0.400 - 0.600 3.0
0.350 0.500
0.4
45
2.0
0.275
2.000
0.080
30
120 100 NA 100 0.400 - 0.600 5.5
0.350 0.700
0.4
35
4.5
0.285
2.250
0.080
30
120 100 NA 100 0.400 - 0.600 2.0
Edge Start
0.4
20
2.0
0.310
2.500
0.080
30
120 100 NA 100 0.400 - 0.600 3.0
Edge Start
0.4
10
3.0
0.325
GCM-2010
SC-3000 Torch Height Control (THC)
Basic THC
CNC Control
Effective
Material
Thickness
Min.
Clearance
Pre Flow
Pressure
(N₂)
Cut Flow Rates / Pressures
Effective Cut
Height
THC
Pierce
Delay
Pierce
Ignition
Height
Elevation
Height
Control
Delay
Pierce
Height
without
Elevation
Travel
Speed
CNC
Motion
Delay
Max Kerf Width
@ Rec. Speed
Plasma (H17) Shield (N₂)
(mm)
(mm)
(Bar)
Ball (Bar) Ball (Bar)
(mm)
(sec)
(mm)
(mm)
(sec)
(mm)
(mm/
min)
(sec)
(mm)
15
2.0
2.1
120 6.9
NA
6.9
5.1 - 15.2
0.3
8.9
6.4
0.4
N
ot R
ec
omme
nded
without Ele
va
tion Heigh
t
4710
0.3
5.0
20
2.0
2.1
120 6.9
NA
6.9
5.7 - 15.2
0.6
8.9
6.4
0.4
3620
0.4
5.2
25
2.0
2.1
120 6.9
NA
6.9
8.7 - 15.2
0.7
8.9
6.4
0.4
2620
0.5
5.8
30
2.0
2.1
120 6.9
NA
6.9
8.9 - 15.2
0.8
8.9
7.3
0.4
2170
0.6
5.8
35
2.0
2.1
120 6.9
NA
6.9
8.9 - 15.2
1.1
8.9
7.6
0.4
1770
0.9
6.0
40
2.0
2.1
120 6.9
NA
6.9
9.3 - 15.2
1.9
8.9
9.1
0.4
1410
1.4
6.4
50
2.0
2.1
120 6.9
NA
6.9
10.2 - 15.2
5.2
8.9
17.1
0.4
920
4.2
7.2
60
2.0
2.1
120 6.9
NA 6.9
10.2 - 15.2
2.4
Edge Start
0.4
390
2.4
8.0
BOLD TYPE indicates maximum piercing parameters. BOLD ITALIC indicates edge starts only.
Shield Cup
Shield Cap
Shield Gas
Distributor
Tip
Gas
Distributor
Electrode
Cartridge Assembly
This Art Is For Reference Only
Art# A-10444