Aluminum, Air plasma / air shield, This art is for reference only – Tweco Ultra-Cut Torch Data User Manual
Page 20
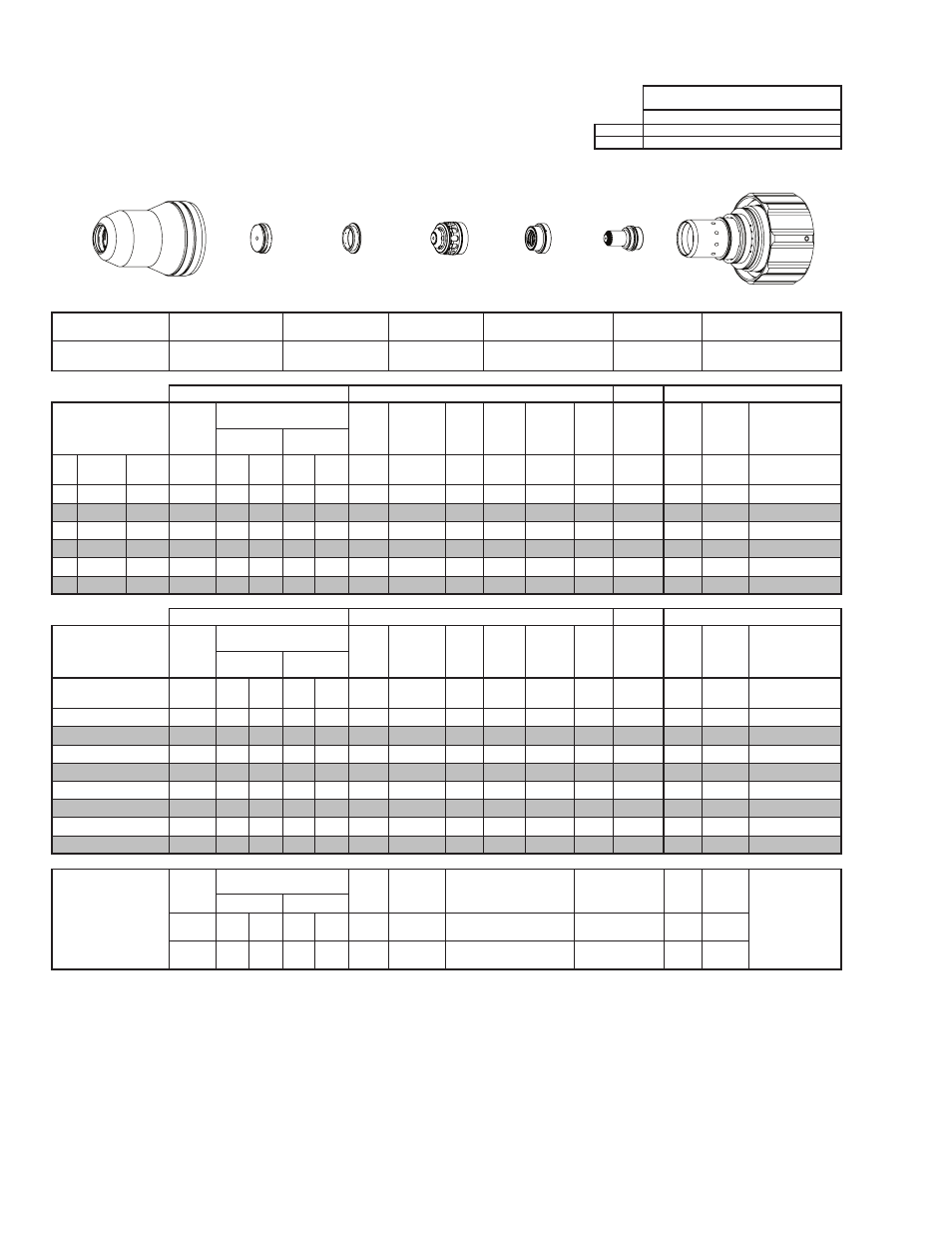
TORCH DATA for Ultra-Cut
8-20
Manual 0-4828
Rev BA
Aluminum
Flow Rates (SLPM / SCFH)
70A
Air
Preflow
66 / 139
Air Plasma / Air Shield
Cutflow
52 / 110
Shield Cup
Shield Cap
Shield Gas
Distributor
Tip
Plasma Gas Distributor
Electrode
Cartridge
21-1016
21-1035
21-1274
21-1061
21-1041
21-1079
21-1020
GCM-2010
SC-3000 Torch Height Control (THC)
Basic THC
CNC Control
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage Cut Height
THC
Pierce
Delay
Pierce
Ignition
Height
Elevation
Height
Control
Delay
Pierce
Height
without
Elevation
Travel
Speed
CNC
Motion
Delay
Max Kerf Width
@ Rec. Speed
Plasma (Air)
Shield (Air)
ga
(in)
inch
(psi)
Ball (psi) Ball (psi) (Volts) (in) ±0.005 (sec)
(in)
(in)
(sec)
(in)
(ipm)
(sec)
(in)
-
-
0.079
84
42
120 70 120
153
0.060
0.0
0.090 0.070
0.4
0.140
300
0.0
0.058
-
-
0.097
84
42
120 70 120
160
0.080
0.1
0.090 0.070
0.3
0.140
200
0.1
0.062
-
-
0.120
84
42
120 70 120
161
0.090
0.1
0.090 0.070
0.3
0.140
175
0.1
0.065
-
3/16
0.188
84
42
120 70 120
162
0.120
0.1
0.090 0.070
0.3
0.140
100
0.1
0.072
-
1/4
0.250
84
42
120 70 120
166
0.140
0.2
0.120 0.110
0.2
0.180
70
0.2
0.073
-
3/8
0.375
84
42
120 70 120
168
0.140
0.3
0.120 0.110
0.2
0.180
60
0.3
0.078
GCM-2010
SC-3000 Torch Height Control (THC)
Basic THC
CNC Control
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage Cut Height
THC
Pierce
Delay
Pierce
Ignition
Height
Elevation
Height
Control
Delay
Pierce
Height
without
Elevation
Travel
Speed
CNC
Motion
Delay
Max Kerf Width
@ Rec. Speed
Plasma (Air)
Shield (Air)
(mm)
(Bar)
Ball (Bar) Ball (Bar) (Volts) (mm) ±0.1 (sec)
(mm)
(mm)
(sec)
(mm)
(mm/
min)
(sec)
(mm)
2
5.8
42
8.3
70
8.3
153
1.5
-0.0
2.3
1.8
0.4
3.6
7660
-0.0
1.5
2.5
5.8
42
8.3
70
8.3
160
2.0
0.1
2.3
1.8
0.3
3.6
5040
0.1
1.6
3
5.8
42
8.3
70
8.3
160
2.3
0.1
2.3
1.8
0.3
3.6
4490
0.1
1.6
4
5.8
42
8.3
70
8.3
161
2.7
0.1
2.3
1.8
0.3
3.6
3380
0.1
1.7
5
5.8
42
8.3
70
8.3
163
3.1
0.1
2.4
1.9
0.3
3.7
2430
0.1
1.8
6
5.8
42
8.3
70
8.3
165
3.4
0.2
2.9
2.6
0.2
4.3
1950
0.2
1.8
8
5.8
42
8.3
70
8.3
167
3.6
0.3
3.0
2.8
0.2
4.6
1650
0.3
1.9
10
5.8
42
8.3
70
8.3
168
3.6
0.3
3.0
2.8
0.2
4.6
1490
0.3
2.0
Marking
Pre Flow
Pressure
(N₂)
Marking Flow Rates /
Pressures
Arc
Voltage
Marking
Height
Pierce Ignition Height
THC and CNC
Delay
Control
Delay
Travel
Speed
Marking quality
degrades as
thickness
decreases.
16A Arc Current
Plasma (N₂)
Shield (N₂)
Burn-through may
happen for thicknesses
< 1/16” (0.063”) /
1.6 mm.
(psi) /
(Bar)
Ball (psi) /
(Bar) Ball
(psi) /
(Bar) (Volts)
(in) ±0.005 /
(mm) ±0.1
(in) ±0.005 / (mm) ±0.1
(sec)
(sec)
(ipm) /
(mm/ min)
20 / 1.4
50
40 /
2.8
75
80 /
5.5
135 0.120 / 3.0
0.120 / 3.0
0
0.4
300 /
7620
Electrode
Shield Cap
Tip
Shield Gas
Distributor
Plasma Gas
Distributor
Cartridge
Shield Cup
This Art Is For Reference ONLY
Art # A-07958_AB