Stainless steel, Air plasma / air shield, This art is for reference only – Tweco Ultra-Cut Torch Data User Manual
Page 13
Manual 0-4828
Rev BA 8-13
TORCH DATA for Ultra-Cut
Stainless Steel
Flow Rates (SLPM / SCFH)
50A
Air
Preflow
60 / 127
Air Plasma / Air Shield
Cutflow
49 / 104
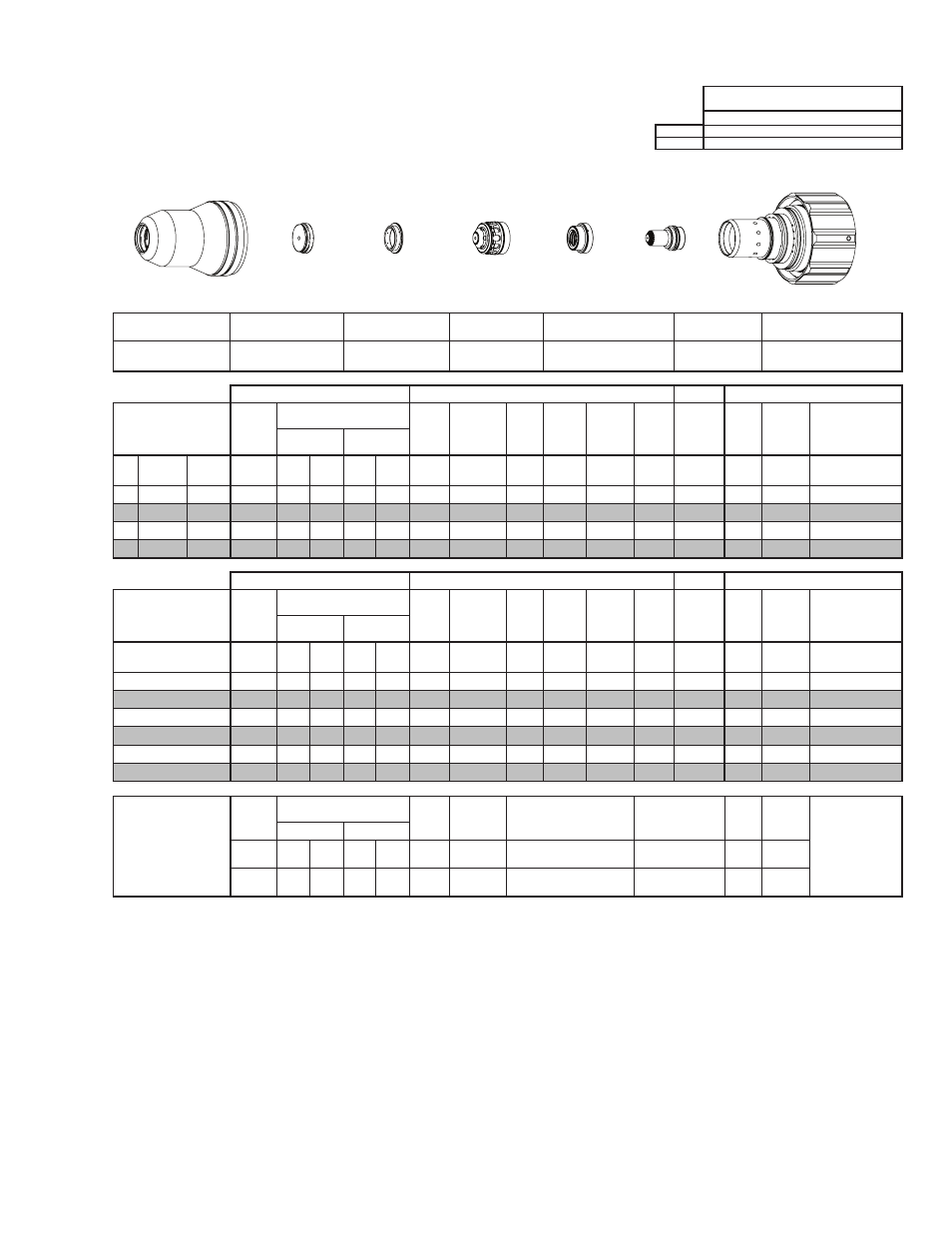
Shield Cup
Shield Cap
Shield Gas
Distributor
Tip
Plasma Gas Distributor
Electrode
Cartridge
21-1016
21-1034
21-1274
21-1060
21-1041
21-1078
21-1020
GCM-2010
SC-3000 Torch Height Control (THC)
Basic THC
CNC Control
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage Cut Height
THC
Pierce
Delay
Pierce
Ignition
Height
Elevation
Height
Control
Delay
Pierce
Height
without
Elevation
Travel
Speed
CNC
Motion
Delay
Max Kerf Width
@ Rec. Speed
Plasma (Air)
Shield (Air)
ga
(in)
inch
(psi)
Ball (psi) Ball (psi) (Volts) (in) ±0.005 (sec)
(in)
(in)
(sec)
(in)
(ipm)
(sec)
(in)
14
-
0.078
100
62
120 75 120
109
0.060
0.0
0.090 0.060
0.4
0.120
180
0.0
0.044
12
-
0.109
100
62
120 75 120
114
0.060
0.0
0.100 0.080
0.4
0.150
130
0.0
0.049
10
-
0.141
100
62
120 75 120
118
0.060
0.1
0.110 0.100
0.3
0.180
120
0.1
0.050
-
3/16
0.188
100
62
120 75 120
124
0.080
0.3
0.125 0.120
0.1
0.200
70
0.3
0.059
GCM-2010
SC-3000 Torch Height Control (THC)
Basic THC
CNC Control
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage Cut Height
THC
Pierce
Delay
Pierce
Ignition
Height
Elevation
Height
Control
Delay
Pierce
Height
without
Elevation
Travel
Speed
CNC
Motion
Delay
Max Kerf Width
@ Rec. Speed
Plasma (Air)
Shield (Air)
(mm)
(Bar)
Ball (Bar) Ball (Bar) (Volts) (mm) ±0.1 (sec)
(mm)
(mm)
(sec)
(mm)
(mm/
min)
(sec)
(mm)
1.5
6.9
62
8.3
75
8.3
106
1.5
0.0
2.1
1.2
0.4
2.6
5350
0.0
1.0
2
6.9
62
8.3
75
8.3
109
1.5
0.0
2.3
1.5
0.4
3.1
4540
0.0
1.1
2.5
6.9
62
8.3
75
8.3
112
1.5
0.0
2.5
1.9
0.4
3.6
3740
0.0
1.2
3
6.9
62
8.3
75
8.3
115
1.5
0.0
2.6
2.2
0.4
4.0
3230
0.0
1.3
4
6.9
62
8.3
75
8.3
120
1.7
0.2
2.9
2.7
0.2
4.8
2600
0.2
1.4
5
6.9
62
8.3
75
8.3
125
2.1
0.3
3.3
3.2
0.1
5.2
1520
0.3
1.5
Marking
Pre Flow
Pressure
(N₂)
Marking Flow Rates /
Pressures
Arc
Voltage
Marking
Height
Pierce Ignition Height
THC and CNC
Delay
Control
Delay
Travel
Speed
Marking quality
degrades as
thickness
decreases.
16A Arc Current
Plasma (N₂)
Shield (N₂)
Burn-through may
happen for thicknesses
< 1/16” (0.063”) /
1.6 mm.
(psi) /
(Bar)
Ball (psi) /
(Bar) Ball
(psi) /
(Bar) (Volts)
(in) ±0.005 /
(mm) ±0.1
(in) ±0.005 / (mm) ±0.1
(sec)
(sec)
(ipm) /
(mm/ min)
20 / 1.4
40
40 /
2.8
75
80 /
5.5
120 0.120 / 3.0
0.120 / 3.0
0
0.4
300 /
7620
Electrode
Shield Cap
Tip
Shield Gas
Distributor
Plasma Gas
Distributor
Cartridge
Shield Cup
This Art Is For Reference ONLY
Art # A-07958_AB