Red Lion GEMINI 42 User Manual
Page 30
DUAL COUNTER BATCHING APPLICATION
A typical application for the Gemini 4200 will require a slow down output and
a final cut output for cut. In this application the user also desires a total count of
pieces cut per shift, or per order. The Gemini 4200 can easily be programmed to
handle these requirements.
A manufacturer of cardboard packaging inserts needs to cut various length
cardboard inserts to a 32ndth of an inch tolerance. To achieve this accuracy, an
RPGB 1200 coupled to a length sensor conversion bracket and a 1 foot
circumference wheel will be used. The sensor will provide 1200 pulses per foot or
100 pulses per inch. This will enable the cut be made to 100th of an inch accuracy.
The length of the cardboard insert will vary from run to run, however the slow
down output needs to occur 5 inches before the final cut is to be made. This
requirement can be handled easily with the Gemini 4200’s preset tracking
feature. The Preset 1 value is initially programmed to be 5 inches less than the
Preset 2 value. (Preset 2 must be programmed first.) Then whenever the length of
the cardboard insert is changed (Preset 2), the Gemini will automatically adjust
Preset 1 to be 5 inches less than the new Preset 2 value.
The last requirement is to totalize the number of pieces cut. This is achieved by
using the output cut pulse at “O2 SNK”, as an input count pulse to Input 1 of the
Gemini 4200. The Inputs 1 & 2 Response mode of the unit would be programmed
to the “Separate Inputs” mode. Then, whenever a cut is made, the Gemini would
increment Counter A to provide a total count of pieces cut.
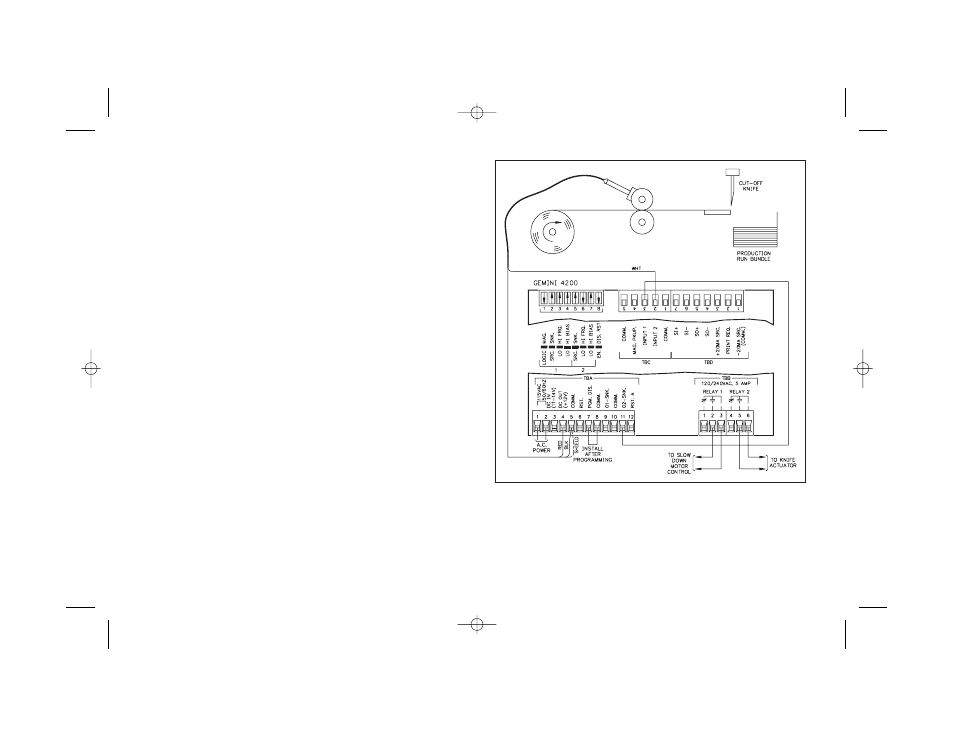
HARDWARE SET-UP
The application drawing shows how the hardware for this system is to be
connected.
The normally open contact of relay 1 is connected to the slow down actuator.
The normally open contact of relay 2 is connected to the knife actuator. The “O2
SNK” output is connected to Input 1, which will provide a input pulse to Counter
A each time a piece is cut.
The Dip switches are setup as shown. Input 1 is set-up to work with an open
collector output. The number of pieces cut will be far less than 100/ sec. therefore
the “HI/LO FRQ” switch for Input 1 is placed in the “LO FRQ” position for
higher noise immunity. Input 2 is also set-up to work with an open collector
output. The “HI/LO FRQ” switch is placed in the “HI FRQ” position since the
count frequencies involved will be over 100 cps. The “EN/DIS RST” switch (8),
is set to “EN RST” to allow front panel reset.
SCALING FOR COUNTER A
Counter A is used to totalize the number of pieces cut. There is 1 pulse
provided for each piece cut. Counter A, therefore, does not require special
scaling. The Gemini 4200 is simply left at its factory settings of 1 for Scale Factor
A and Scale Multiplier A.
-28-