Red Lion GEMINI 42 User Manual
Page 20
DUAL PRESET COUNTER & RATE APPLICATION
A wire screen manufacturer requires a cut to length system, and in addition, a
prewarning of an overspeed condition. The cutting machine is equipped with an
existing 12 tooth gear, driving a one foot circumference feed roller.
The Gemini 4200’s counter is to read in feet. When 15,000 feet has been
accumulated on the take up roll, the counter output is to turn on and deactivate the
drive system. The operator will then make the cut, load a new take up roll and
reset the Gemini to start a new roll.
In addition to cut to length, the same Gemini 4200 is to be used to indicate the
speed of the wire screen in feet per minute, while providing a “overspeed”
warning. The normal running speed of the material is 225 feet per minute. The
maximum allowable speed of the process is 250 feet per minute.
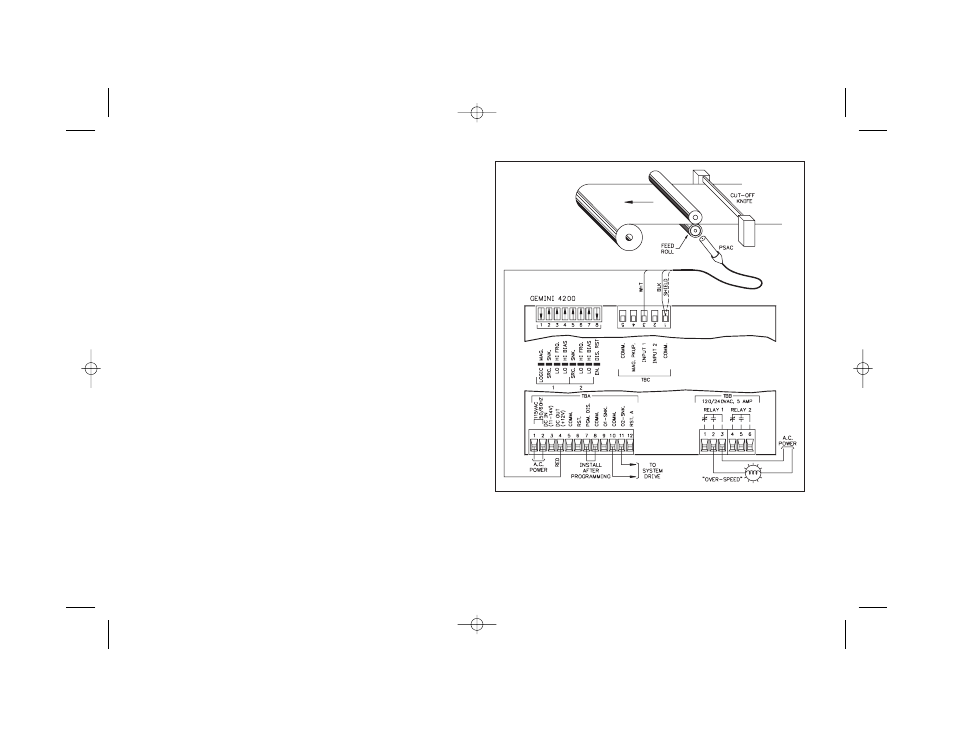
HARDWARE SETUP
The accompanying drawing shows how the hardware is setup for this
application. A Model PSAC proximity sensor is used to sense the teeth on the
gear. The application does not require bi-directional counting, so the Gemini
4200 will be programmed for the Count with Inhibit “Inputs 1 & 2 Response
Mode”. In this mode, both the rate indicator and counter will utilize the same
input signal. The switch settings and the wiring connections are as shown. The
Input 2 switch positions 5-7 are set to put the Input 2 in the non-inhibit state with
maximum noise immunity.
SCALING THE COUNTER
In order to scale the counter, the procedure and formulas in Appendix “E” -
Scaling for Counting are used.
In converting pulse units to “Display Units”, it is known that 12 pulses are
equivalent to 1 revolution of the feed roll, which is equivalent to 1 foot linear
travel of the wire screen. The “Display Unit”, therefore is 1 foot and the “Number
of Pulses” per display unit is 12.
STEP 1 - Calculate the Total Scaling Factor, “K
T
”, using Formula #1 of
Appendix “E”.
K
T
= Display Unit / Number of Pulses
K
T
= 1/12 = 0.083333
STEP 2 - Determine the Number of Count Edges, “NCE”, necessary for this
application, and calculate the Remaining Scaling required, “K
R
”, using
Formula #2 of Appendix “E”.
Since the Total Scaling Factor, “K
T
”, is less than 1, single edge counting can
be used, therefore, the Number of Count Edges, “NCE”, is 1.
K
R
= K
T
/NCE
K
R
= 0.083333/1 = 0.083333
-18-