Hone selector, Grind selector, Touch screen details – Darex XPS-16 Operating Instructions User Manual
Page 21
21
edge.
Refer to page 39
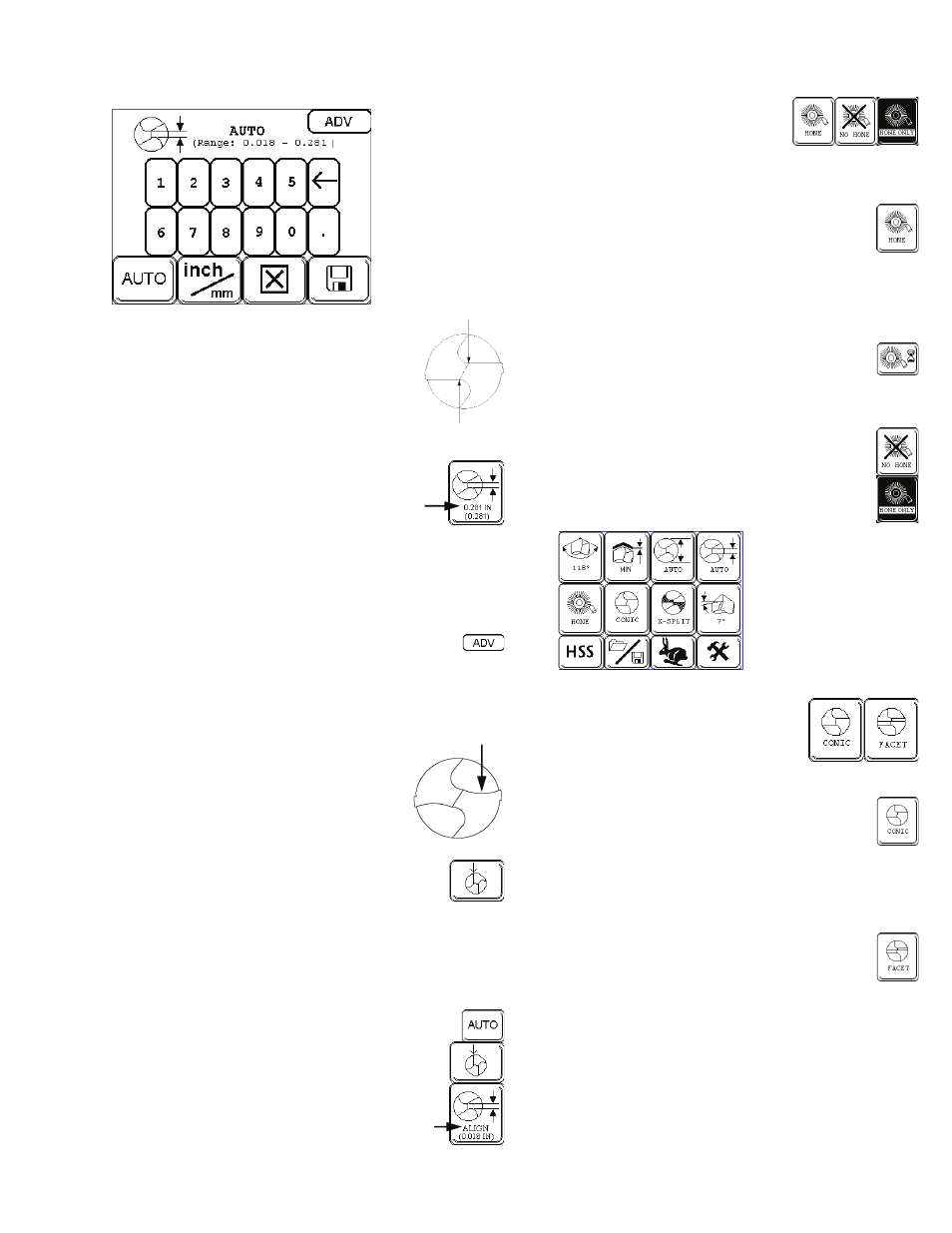
Web Detection Screen
•
To manually input the web thick-
ness, measure thickness of the web
of the drill. Measure web thickness
across two points of the chisel line
with calipers
•
Type in web thickness, including
decimal point. The web thickness,
manually entered, will appear on the
Main Screen “WEB THICKNESS” Selec-
tor button and will disable the auto
mode.
NOTE: If you enter a number outside the ca-
pability range of the sharpener, the setting
will default to the nearest MIN/MAX web
thickness for that specific diameter of drill.
Cutting Edge Advance Button
•
Located within the Web Detection Screen is
the “ADVANCE” button. Using this feature may
be necessary when the drills cutting edge
aligns incorrectly. To compensate for incorrect
cutting edge alignment, you can
manually advance the cutting
edge using the “ADVANCE” but-
ton . This may be necessary when
sharpening drills with a hooked
cutting edge.
Refer to page 39
Manual Align Button
•
This feature allows you to bypass the
fiber optic sensor alignment process. Measure
and enter the web thickness of the drill, if you
do not enter the web thickness, the value will
default to the minimum web thickness value
within that range. If the diameter detec-
tion is in Auto, the web thickness value
will default to the minimum once the
diameter has been detected. Touch the
Auto button in web detection, the Man-
ual Align button will come up. Touch
Save. Align and the web thickness will
appear in the icon on the main page.
Insert the drill with the cutting edge at 12
o’clock. Tighten chuck & press cycle start.
Hone Selector
•
With each touch of the icon
you will bring up the next
honing option.
You have 3
options: Hone, No Hone or Hone Only
NOTE: Factory default is “NO HONE”.
•
Select “HONE” when sharpening carbide
drills. Honing the carbide cutting edge
greatly influences tool life and the accu-
racy of the finished surface. The length
of hone time is adjustable. The longer the
drills cutting edge remains in the honing cycle,
the larger the radius produced on the cutting
edge.
Refer to page 53.
Go to the Hone
Timing Adjustment Screen in the Tools,
Maintenance and Offset screen to make
honing time adjustments.
Refer to page 31
•
Select “NO HONE” when sharpening
High Speed Steel or Cobalt drills.
•
Select “HONE ONLY” when only honing
drills. Grinding and Splitting will be dis-
abled.
Grind Selector
•
With each touch of the button
you will bring up the next point
style option. There are 2 point
style options: Conic or Facet
NOTE: Factory default is “CONIC”.
•
“CONIC” – This radial/cone style grind is
known as a conventional point and used
through out the machine tool industry. A lip
clearance of 12° to 15° at the periphery of the
drill, increasing constantly toward the center,
is considered standard for the average
class of work.
•
“FACET” – Multi faceted drill points
consist of a separate cutting lip (primary)
and secondary heel clearance (relief) facet.
The multi-faceted drill requires 150% less
thrust and produces 70% less heat than a
conventional drill.
•
The width of the primary facet is determined
by the thickness of the drills web and cannot
be changed. If your drill has a thin web, we do
not recommend a facet point style. The width
Touch Screen Details