Darex 4600 Step Drill Attachment User Manual
Step drill attachment, Installation and operating instructions, Darex part # 4600)
Step Drill Attachment
1/16” through 1/2” ( 1.5 - 13 mm)
(DAREX Part # 4600)
Installation and Operating Instructions
Installation
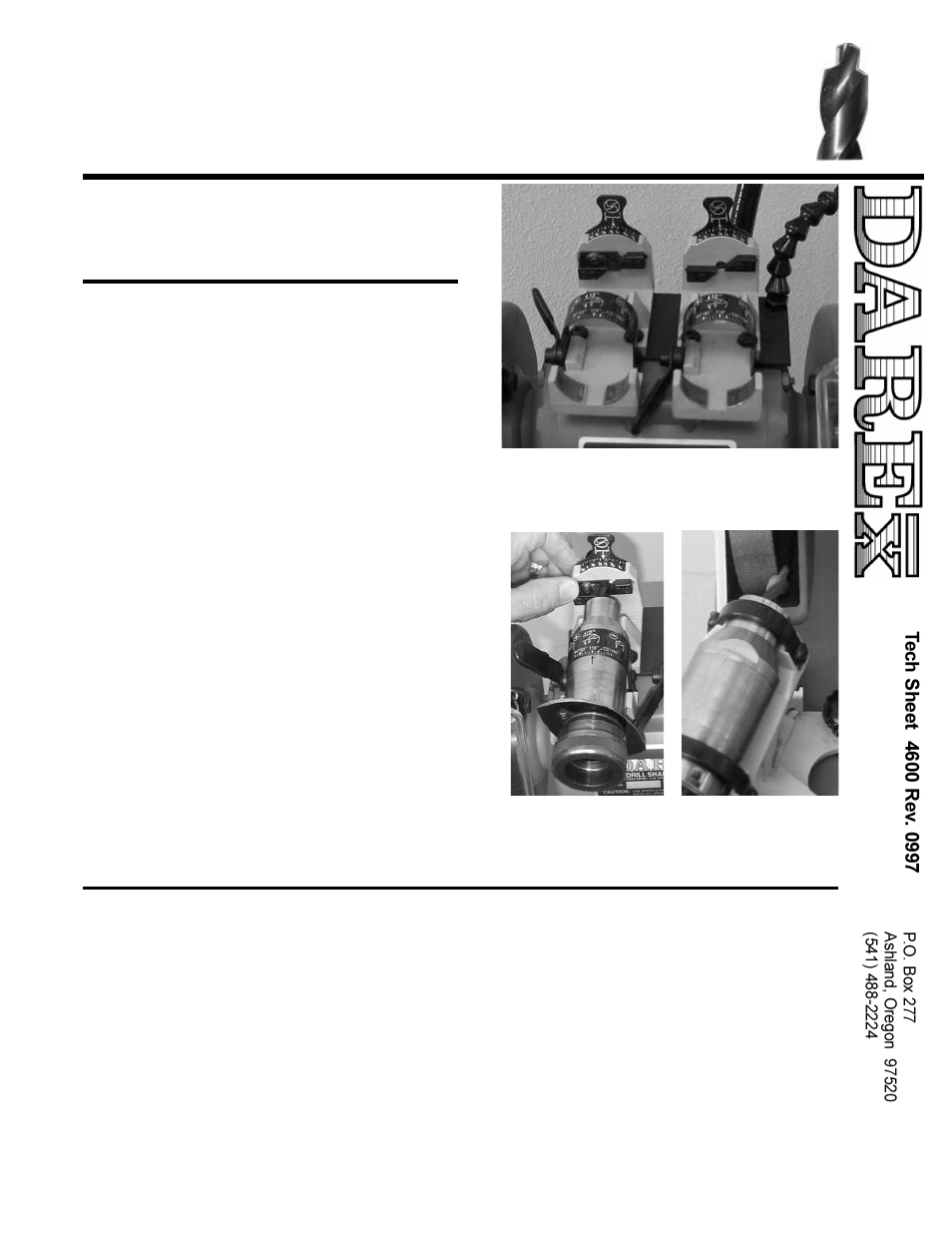
Mount the step drill alignment fixture next to the standard
alignment fixture as shown using the mounting plate and
screws provided. (See Fig. 1)
Operating Instructions
For Resharpening Step Drills
1. For sharpening the end (smallest diameter) of the step
drill use the standard sharpening instructions supplied
with your sharpener.
2. To sharpen the step, unscrew the wing nut and remove
the standard swing fixture assembly. Replace it with the
step drill sharpening fixture assembly, set it to the point
angle you require on the step, e.g. 118 or 135 angle.
3. Set the step drill setting fixture to the size of the step
diameter. Loosely grip the drill in the chuck so that the
step protrudes about one inch and insert the chuck into
the step drill setting fixture. Slide the step stop over until
it hits the small (pilot) diameter of the drill and push the
chuck into the fixture as far as it will go. Note: The step
should not go beyond the step stop. (See Fig. 2)
4. Rotate the chuck clockwise until the arrow on the chuck
aligns with the arrow on the lip relief scale correspond-
ing to the point angle on the step. Tighten the drill in the
chuck.
5. With the grinder turned off, place the chuck into the
sharpening fixture, rotate the wheel positioning knob to
position the drill so the right corner of the grinding
wheel just touches the corner of the drill where the
small diameter meets the step.
6. Now sharpen the step as you would a normal drill, rotat-
ing the chuck in a clockwise direction. (See Fig. 3)
Note: When sharpening is complete, care is needed to
remove the chuck and drill from the sharpening
mechanism so the pilot doesn't drag along the
wheel. You may have to slowly turn the chuck as it
is being withdrawn.
Figure 2
Figure 1
Figure 3
Making a Step Drill from a Standard Drill:
1. Tighten the drill in the chuck letting the drill protrude about a half inch farther than the desired step length.
2. Set the step drill sharpening fixture just slightly to the left of the 180 degree point angle setting (no more than
one line). This will give the pilot a small amount of back taper so it won t drag when drilling. With the grinder off,
place the chuck into the sharpening mechanism. Rotate the wheel positioning knob to locate the drill off the right
side of the wheel just enough to create the size of pilot you require. Initially grind the pilot only about 1/8" long to
get the correct diameter. Remove a small amount at a time. Measure the diameter periodically to make sure you
don’t make it too small.
3. Grinding the pilot length: Rotate the feed knob several marks at a time, moving the drill into the face of the
wheel while rotating the chuck in a clockwise direction. Continue feeding and grinding until the desired pilot
length is produced.
4. Follow the directions for resharpening a step drill to complete the drill.