5 global program settings (software option), Application – HEIDENHAIN iTNC 530 (60642x-04) ISO programming User Manual
Page 379
HEIDENHAIN iTNC 530
379
11
.5 Global Pr
ogr
am Set
tings (sof
tw
ar
e option)
11.5 Global Program Settings
(software option)
Application
The
global program settings, which are used in particular for large
molds and dies, are available in the Program Run mode and MDI
mode. You can use them to define various coordinate transformations
and settings that are globally effective and are superimposed on the
respectively selected NC program so that you do not need to edit the
NC program.
You can activate and deactivate global program settings, even in mid-
program if you have interrupted the program run (see "Interrupting
machining" on page 563). The TNC immediately accounts for the
values you have defined after you have restarted the NC program. The
control might move to the new position over the reapproach menu
(see "Returning to the contour" on page 570).
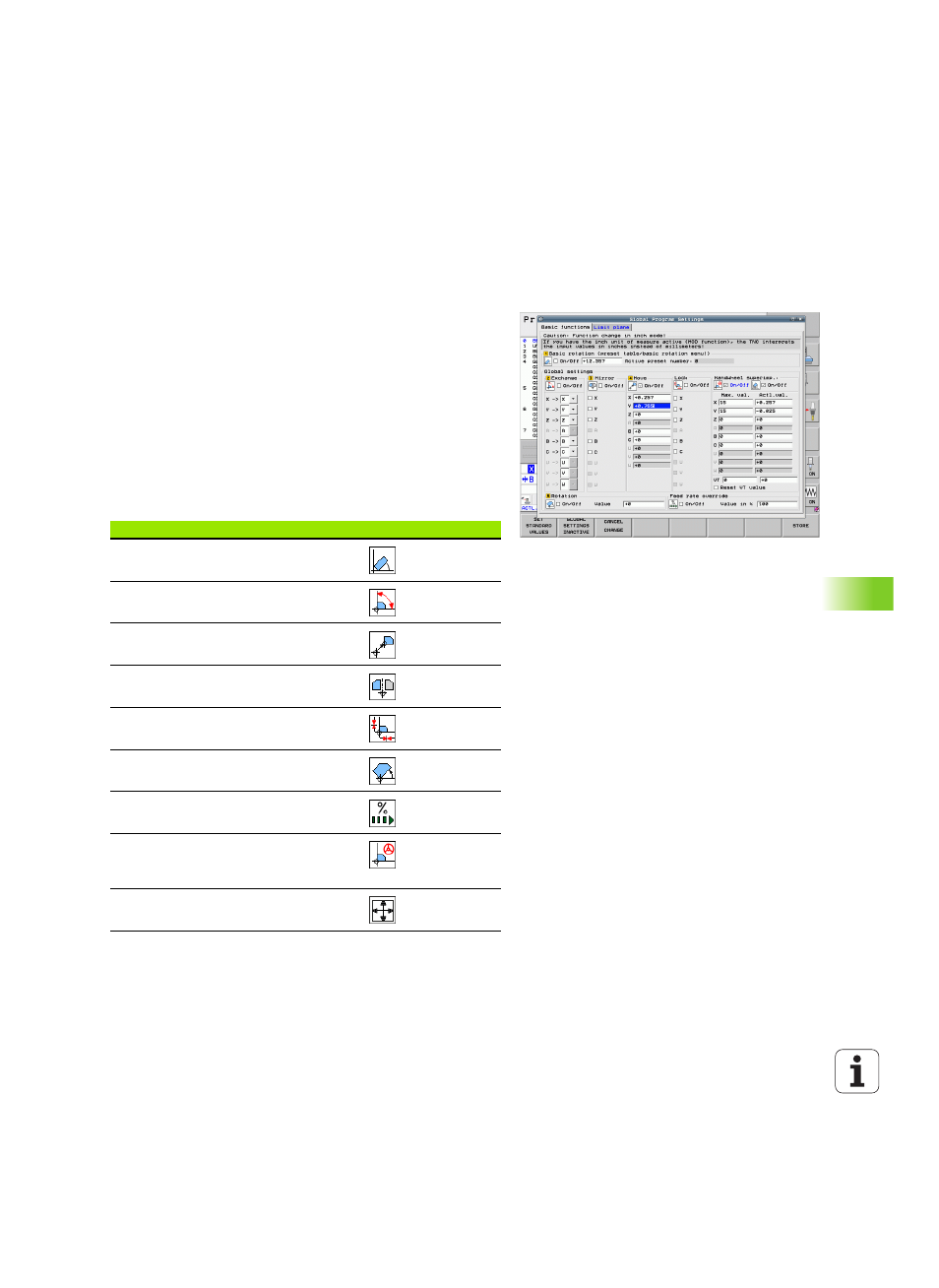
The following global program settings are available:
Functions
Icon
Page
Basic rotation
Swapping axes
Additional, additive datum shift
Superimposed mirroring
Axis locking
Superimposed rotation
Definition of a globally effective feed rate
factor
Definition of a handwheel
superimposition, even in the virtual axis
direction VT
Definition of limit planes, graphically
supported