Pocket table for tool changer, 2 tool data – HEIDENHAIN iTNC 530 (60642x-04) ISO programming User Manual
Page 187
HEIDENHAIN iTNC 530
187
5.2
Tool
data
Pocket table for tool changer
For automatic tool changing you need the pocket table TOOL_P.TCH.
The TNC can manage several pocket tables with any file names. To
activate a specific pocket table for program run, you must select it in
the file management of a Program Run mode of operation (status M).
In order to be able to manage various magazines in a tool-pocket table
(indexing the pocket number), Machine Parameters 7261.0 to 7261.3
must not be equal to 0.
The TNC can control up to
9999 magazine pockets in the pocket
table.
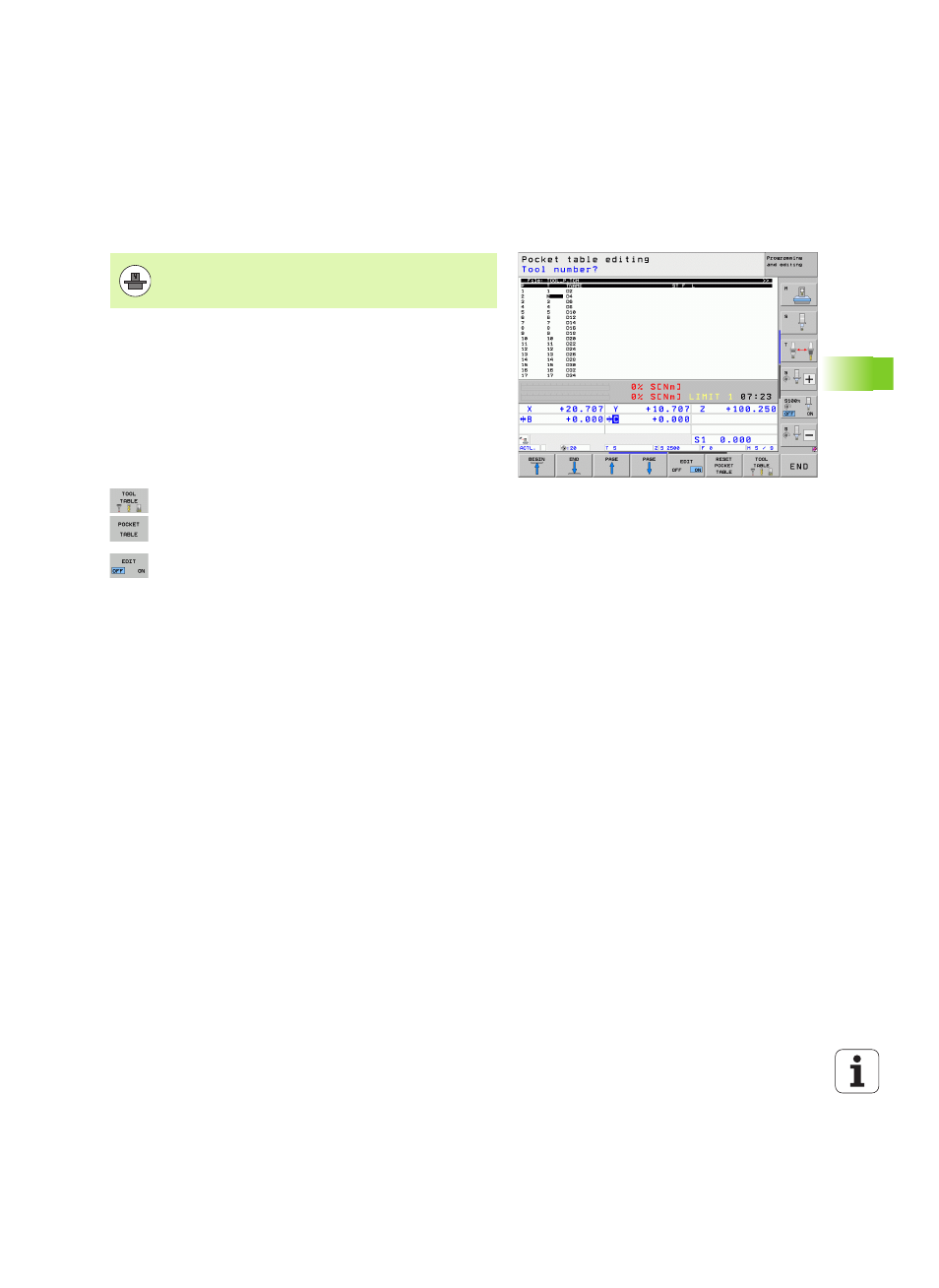
Editing a pocket table in a Program Run operating mode
Select the tool table: Press the TOOL TABLE soft key
Select the pocket table: Press the POCKET TABLE
soft key
Set the EDIT soft key to ON. On your machine this
might not be necessary or even possible. Refer to
your machine manual
The machine tool builder adapts the features of the
pocket table to the requirements of your machine. The
machine manual provides further information.