HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 467
HEIDENHAIN iTNC 530
467
11
.4
P
ro
g
ra
m
R
u
n
U
U
U
U
To go to the first block of the current program to start a block scan,
enter GOTO "0".
U
U
U
U
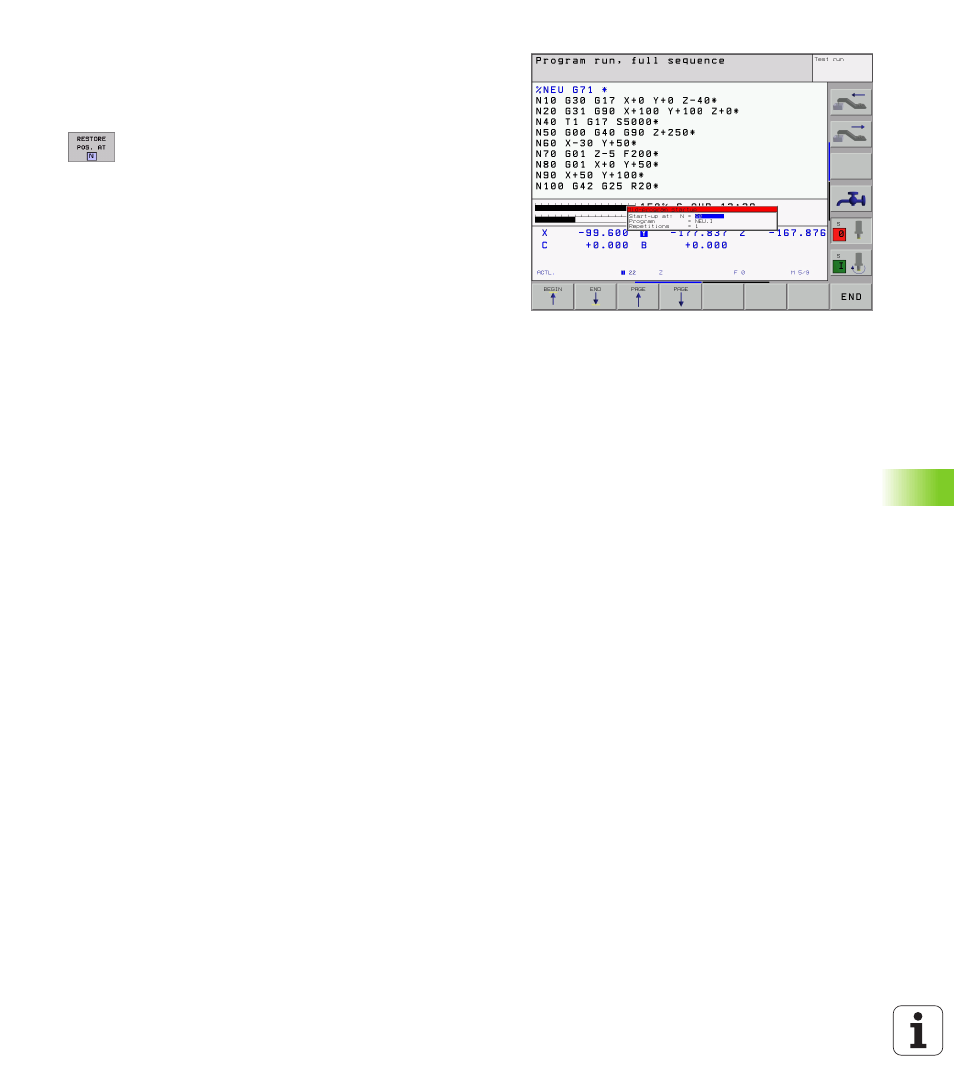
To select mid-program startup, press the RESTORE POS AT N soft
key.
U
U
U
U
Start-up at N:
Enter the block number N at which the
block scan should end.
U
U
U
U
Program:
Enter the name of the program containing
block N.
U
U
U
U
Repetitions:
If block N is located in a program section
repeat, enter the number of repetitions to be
calculated in the block scan.
U
U
U
U
PLC ON/OFF: To account for tool calls and
miscellaneous functions M: Set the PLC to ON (use
the ENT key to switch between ON and OFF). If PLC
is set to OFF, the TNC considers only the geometry.
The tool in the spindle must equal the tool called by
the program.
U
U
U
U
To start the block scan, press the machine START
button.
U
U
U
U
To return to the contour, see “Returning to the
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)