5 working with cutting data tables, Note, Applications – HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 155: Yx z
HEIDENHAIN iTNC 530
155
5.5 W
o
rk
in
g wi
th
Cut
ting D
a
ta T
a
ble
s
5.5 Working with Cutting Data
Tables
Note
Applications
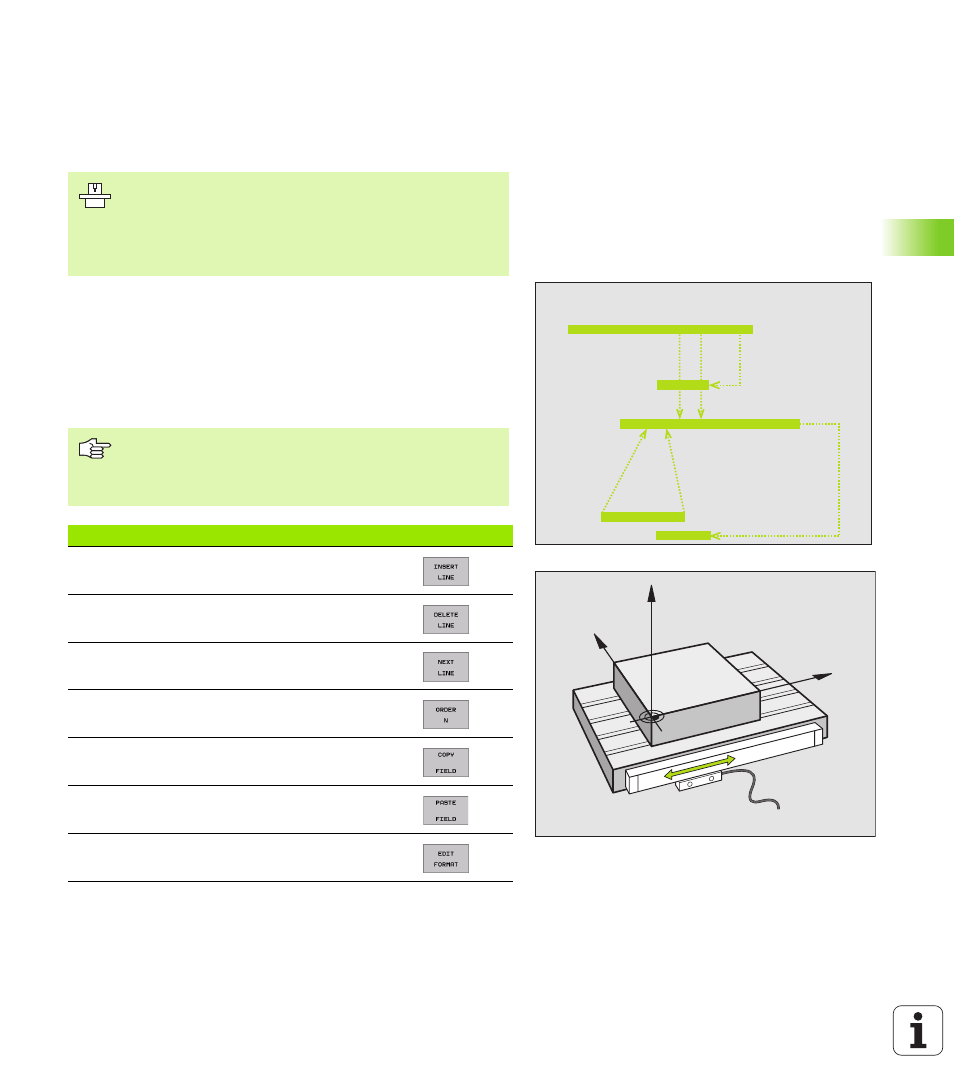
In cutting data tables containing various workpiece and cutting
material combinations, the TNC can use the cutting speed V
C
and the
tooth feed f
Z
to calculate the spindle speed S and the feed rate F. This
calculation is only possible if you defined the workpiece material in the
program and various tool-specific features in the tool table.
The TNC must be specially prepared by the machine tool
builder for the use of cutting data tables.
Some functions or additional functions described here
may not be provided on your machine tool. Refer to your
machine manual.
Before you let the TNC automatically calculate the cutting
data, the tool table from which the TNC is to take the tool-
specific data must be first be activated in the Test Run
mode (status S).
Editing function for cutting data tables
Soft key
Insert line
Delete line
Go to beginning of next line
Sort the table
Copy the highlighted field (2nd soft-key row)
Insert the copied field (2nd soft-key row)
Edit the table format (2nd soft-key row)
DATEI: TOOL.T
MM
T
R
CUT.
TYP
TMAT
CDT
0
...
...
...
...
...
1
...
...
...
...
...
2
+5
4
MILL
HSS
PRO1
3
...
...
...
...
...
4
...
...
...
...
...
%TR25 G71
N10 G30 G17 X+0 Y+0 Z-20
N20 G31 G90 X+100 Y+100 Z+0
N30 WMAT "ST65"
N40 ...
N70 T2 G17 S1273 F305
DATEI: PRO1.CDT
NR WMAT TMAT
Vc1
F1
0
...
...
...
...
1
...
...
...
...
2
ST65
HSS
40
0.06
3
...
...
...
...
4
...
...
...
...
Y
X
Z