Rigid tapping (cycle g85), G85 rigid tapping without a floating tap holder – HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 252
252
8 Programming: Cycles
8.3 Cy
cles f
o
r Dr
illing
, T
a
p
p
ing
and
Th
read Millin
g
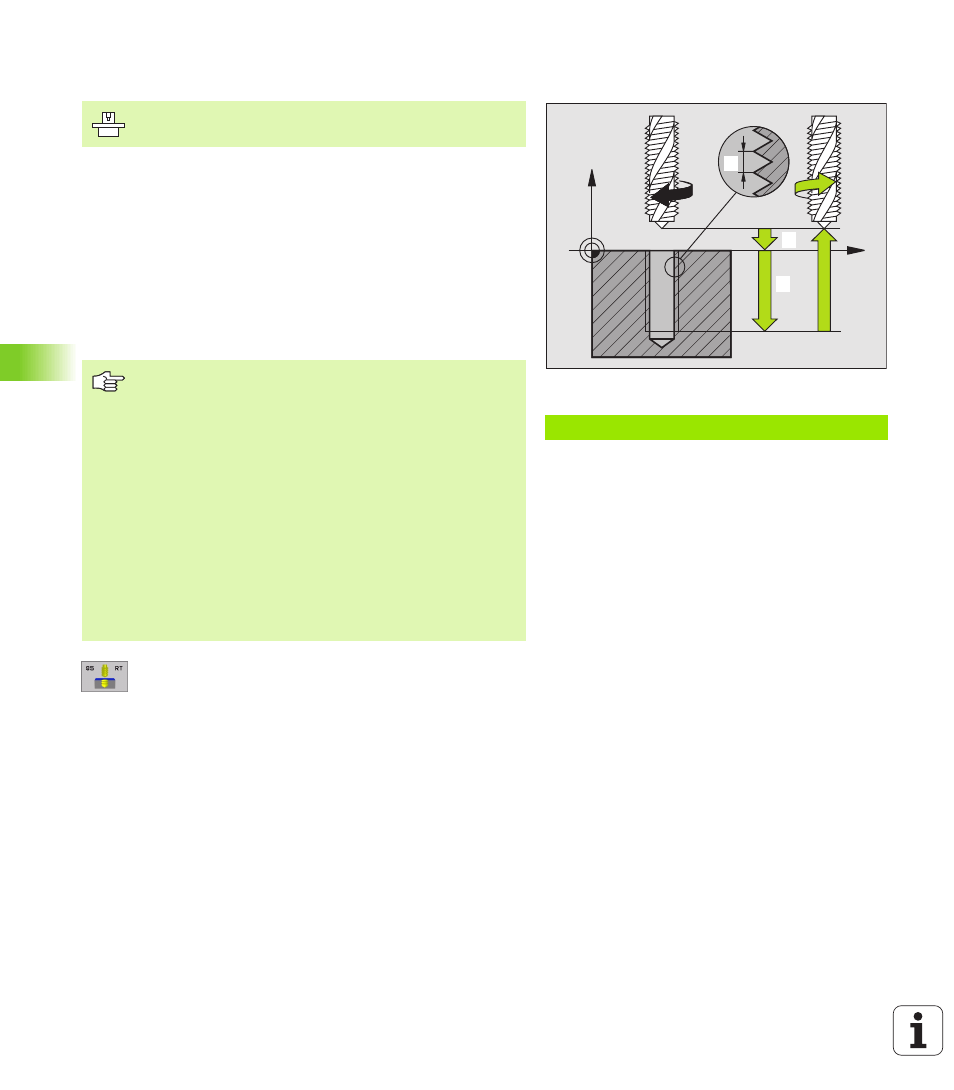
RIGID TAPPING (Cycle G85)
The TNC cuts the thread without a floating tap holder in one or more
passes.
Rigid tapping offers the following advantages over tapping with a
floating tap holder:
n
Higher machining speeds possible.
n
Repeated tapping of the same thread is possible; repetitions are
enabled via spindle orientation to the 0° position during cycle call
(depending on MP7160).
n
Increased traverse range of the spindle axis due to absence of a
floating tap holder.
U
U
U
U
Set-up clearance
1
(incremental value): Distance
between tool tip (at starting position) and workpiece
surface.
U
U
U
U
Total hole depth
2
(incremental value): Distance
between workpiece surface (beginning of thread) and
end of thread
U
U
U
U
Pitch
3
:
Pitch of the thread. The algebraic sign differentiates
between right-hand and left-hand threads:
+ = right-hand thread
– = left-hand thread
Retracting after a program interruption
If you interrupt program run during tapping with the machine stop
button, the TNC will display the soft key MANUAL OPERATION. If you
press the MANUAL OPERATION key, you can retract the tool under
program control. Simply press the positive axis direction button of the
active tool axis.
Example: NC block
N18 G85 P01 2 P02 -20 P03 +1 *
X
Z
1111
12
13
Machine and control must be specially prepared by the
machine tool builder for use of this cycle.
Before programming, note the following:
Program a positioning block for the starting point (hole center)
in the working plane with radius compensation G40.
Program a positioning block for the starting point in the tool
axis (set-up clearance above the workpiece surface).
The algebraic sign for the total hole depth parameter
determines the working direction.
The TNC calculates the feed rate from the spindle speed. If
the spindle speed override is used during tapping, the feed
rate is automatically adjusted.
The feed-rate override knob is disabled.
At the end of the cycle the spindle comes to a stop. Before
the next operation, restart the spindle with M3 (or M4).