G02 g03, J , k or additional circular radius r, Rotation – HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 177
HEIDENHAIN TNC iTNC 530
177
6.
4 P
a
th Con
to
u
rs—
C
ar
te
sian Co
or
d
inat
e
s
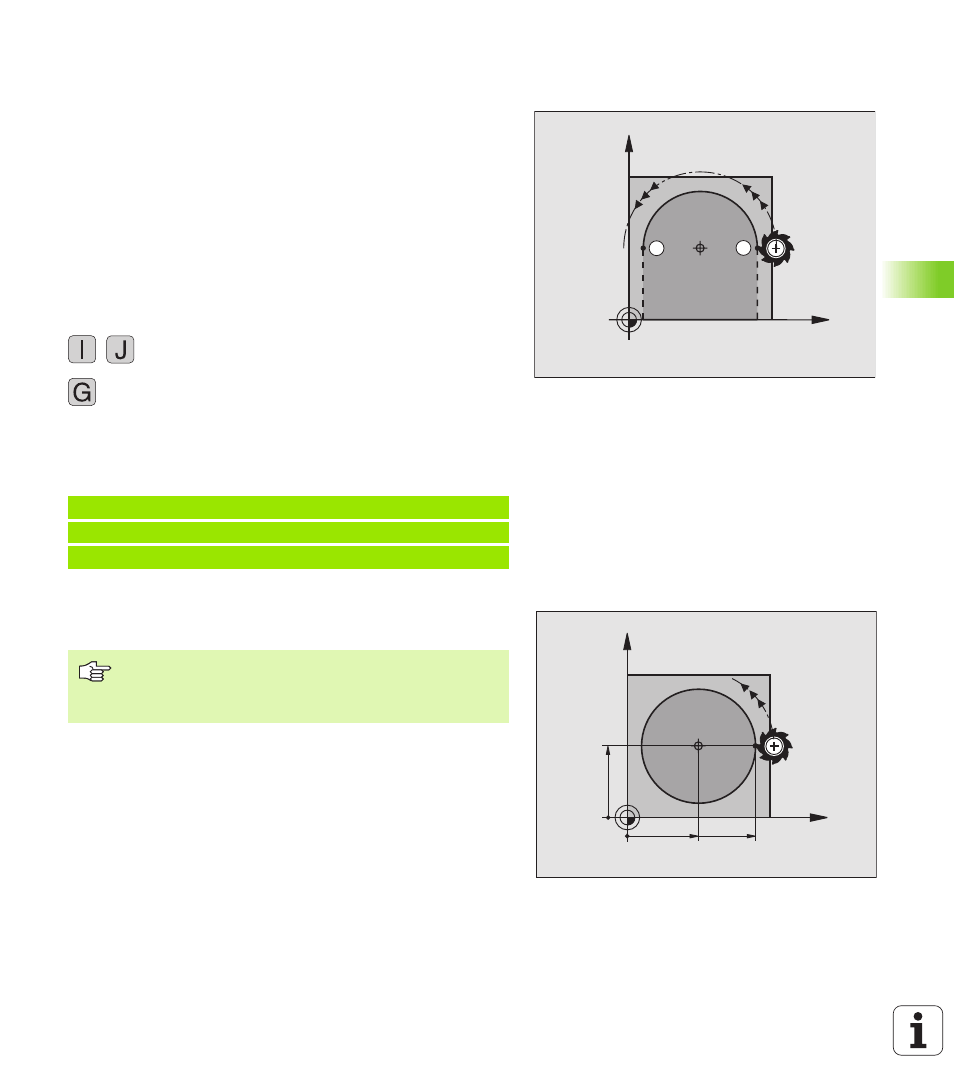
Circular path G02/G03/G05 around circle
center I, J
Before programming a circular arc, you must first enter the circle
center I, J. The last programmed tool position will be the starting
point of the arc.
Direction
n
In clockwise direction: G02
n
In counterclockwise direction: G03
n
Without programmed direction: G05. The TNC traverses the circular
arc with the last programmed direction of rotation.
Programming
U
U
U
U
Move the tool to the circle starting point.
U
U
U
U
Enter the coordinates of the circle center.
U
U
U
U
Enter the coordinates of the arc end point.
Further entries, if necessary:
U
U
U
U
Feed rate F
U
U
U
U
Miscellaneous function M
Example NC blocks
Full circle
For the end point, enter the same point that you used for the starting
point.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
The starting and end points of the arc must lie on the
circle.
Input tolerance: up to 0.016 mm (selected with MP7431).
S
E
X
Y
I,J
3
X
Y
25=I
45
25=J
CC