HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 289
HEIDENHAIN iTNC 530
289
8.4 Cy
cles f
o
r Mil
ling P
o
c
k
e
ts, St
ud
s an
d Slo
ts
U
U
U
U
Machining operation (0/1/2)
Q215: Define the
machining operation:
0: Roughing and finishing
1: Only roughing
2: Only finishing
Side finishing and floor finishing are only executed if
the finishing allowances (Q368, Q369) have been
defined.
U
U
U
U
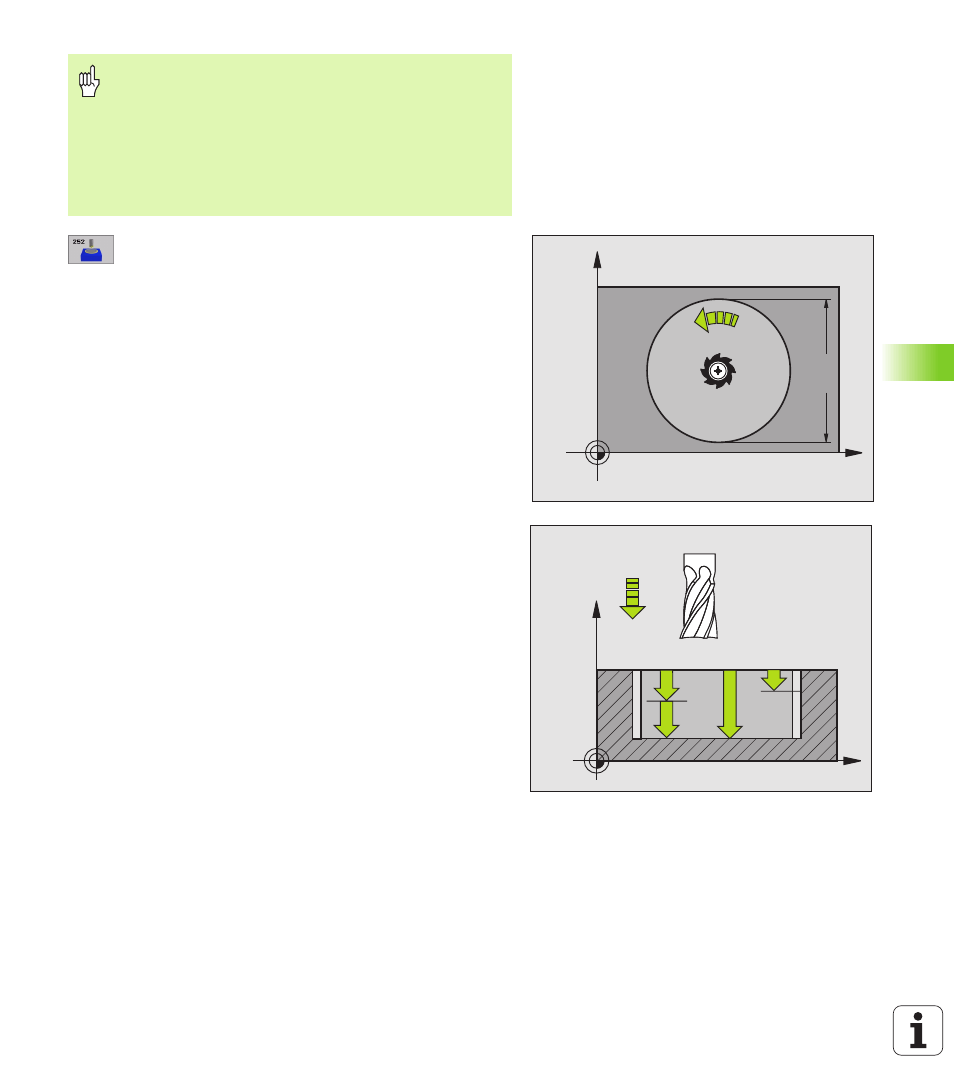
Circle diameter
Q223: Diameter of the finished
pocket.
U
U
U
U
Finishing allowance for side
Q368 (incremental
value): Finishing allowance in the working plane.
U
U
U
U
Feed rate for milling
Q207: Traversing speed of the
tool in mm/min while milling.
U
U
U
U
Climb or up-cut
Q351: Type of milling operation with
M03.
+1 = climb milling
–1 = up-cut milling
U
U
U
U
Depth
Q201 (incremental value): Distance between
workpiece surface and pocket floor.
U
U
U
U
Plunging depth
Q202 (incremental value): Infeed per
cut. Enter a value greater than 0.
U
U
U
U
Finishing allowance for floor
Q369 (incremental
value): Finishing allowance in the tool axis.
U
U
U
U
Feed rate for plunging
Q206: Traversing speed of
the tool while moving to depth in mm/min.
U
U
U
U
Infeed for finishing
Q338 (incremental value):
Infeed per cut. Q338=0: Finishing in one infeed.
Enter in MP7441 bit 2 whether the TNC should output an
error message (bit 2=1) or not (bit 2=0) if a positive depth
is entered.
Danger of collision!
Keep in mind that the TNC reverses the calculation for pre-
positioning when a positive depth is entered. This
means that the tool moves at rapid traverse in the tool axis
at safety clearance below the workpiece surface!
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338