1 7 cont our -based t u rn ing cy cles – HEIDENHAIN SW 54843x-02 DIN Programming User Manual
Page 272
272
DIN programming
4.1
7
Cont
our
-based t
u
rn
ing cy
cles
The control uses the tool definition to distinguish between external
and internal machining.
Parameters
B
Contour calculation
0: Automatic
1: Tool to the left (G41)
2: Tool to the right (G42)
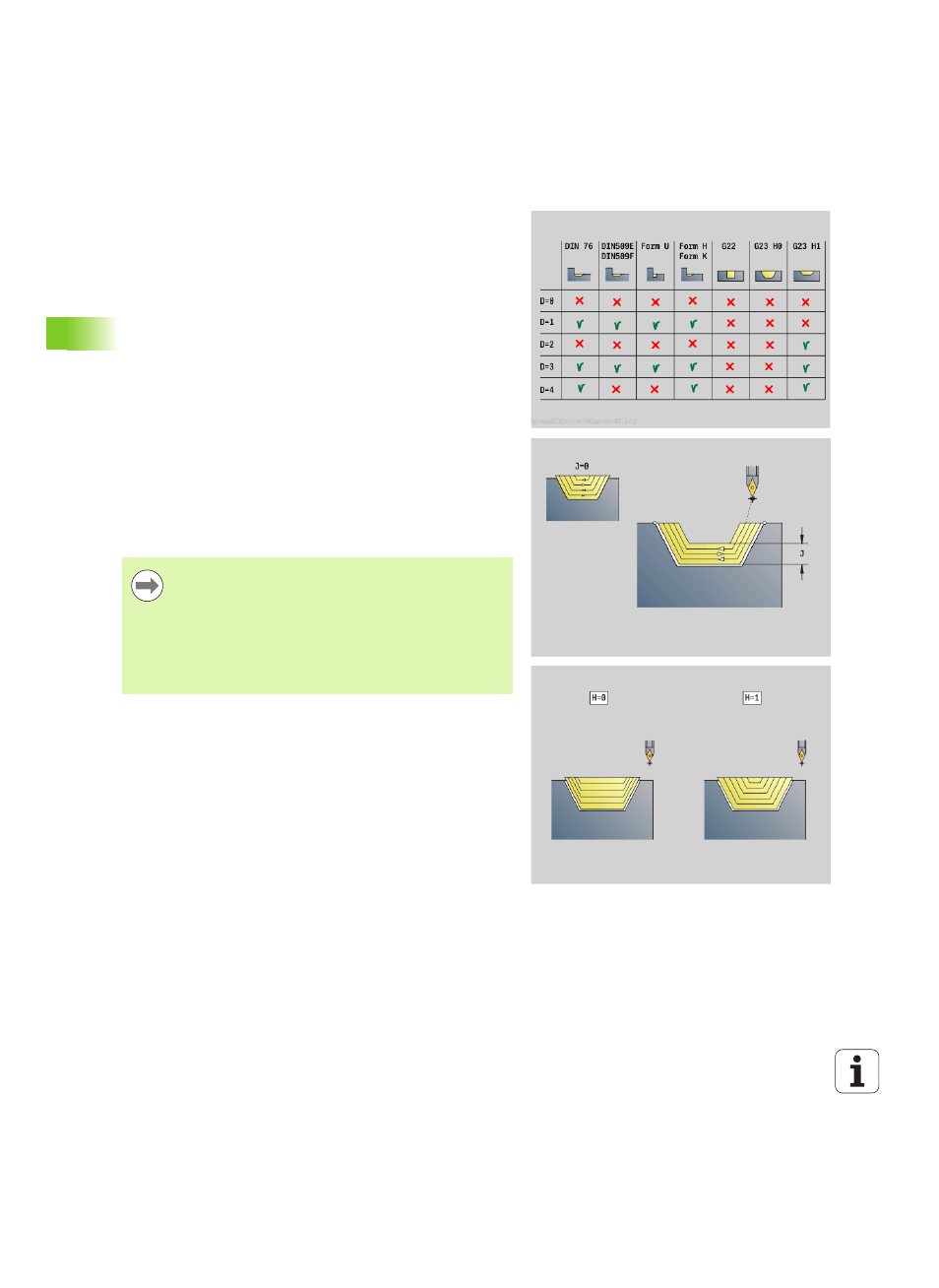
D
Omit elements (see figure)
J
aß (radius value)—active only if no blank has been defined.
H
Contour-parallel—Type of cutting paths:
0: Constant machining depth
1: Equidistant cut lines
XA, ZA Starting point of blank (only effective if no blank was
programmed):
XA, ZA not programmed: The workpiece blank contour is
calculated from the tool position and the ICP contour.
XA, ZA programmed: Definition of the corner point of the
workpiece blank.
The tool radius compensation is active.
A G57 oversize enlarges the contour (also inside
contours).
A G58 oversize
>0: Enlarges the contour
<0: Is not offset
G57/G58 oversizes are deleted after cycle end.
Cycle run
1
Calculates the areas to be machined and the cutting
segmentation.
2
Approaches workpiece for first pass from starting point, taking
the safety clearance into account.
3
Executes the first cut (roughing).
4
Approaches for the next pass and execute the next cut (roughing)
in the opposite direction.
5
Repeats 3 to 4 until the complete area has been machined.
6
If required, repeats 2 to 5 until all areas have been machined.
7
Retracts as programmed in Q.