Relief turns (undercut) type e, f, din76" unit, 7 units—finishing – HEIDENHAIN SW 54843x-02 DIN Programming User Manual
Page 117
HEIDENHAIN MANUALplus 620, CNC PILOT 640
117
2.7 Units—Finishing
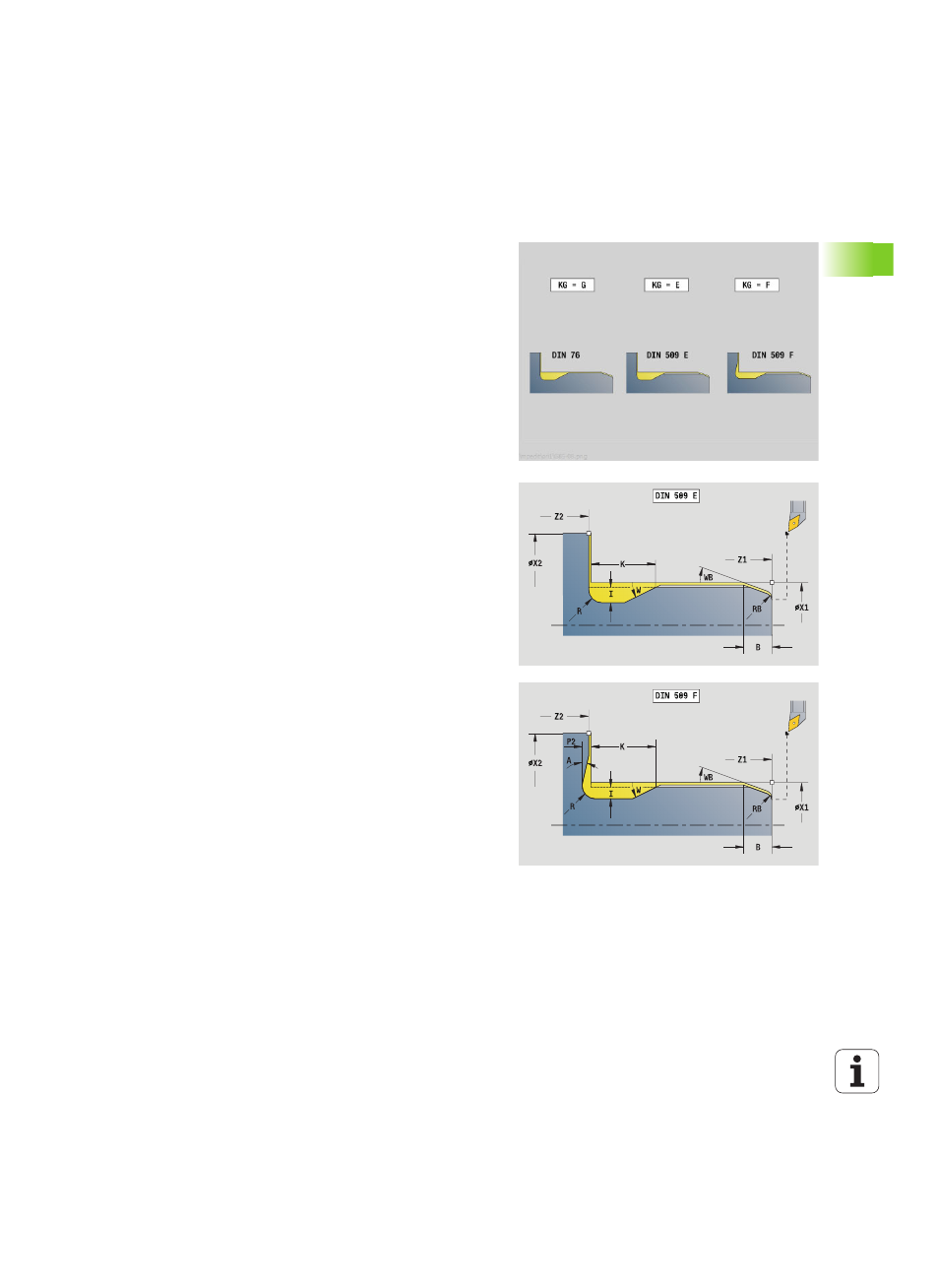
"Relief turns (undercut) type E, F, DIN76" unit
The unit machines the undercut defined by KG, and then the plane
surface. The cylinder chamfer is executed when you enter at least one
of the parameters 1st cut length or 1st cut radius.
Unit name: G85x_DIN_E_F_G / Cycle: G85 (see page 304)
Access to the technology database:
Machining operation: Finishing
Affected parameters: F, S, E
Overview form
KG
Type of relief turn (undercut)
E: DIN 509 type E; Cycle G851 (see page 306)
F: DIN 509 type F; Cycle G852 (see page 307)
G: DIN 76 type G (thread undercut); Cycle G853 (see
page 308)
X1, Z1
Contour starting point (X1: diameter value)
X2, Z2
Contour end point (X2: diameter value)
App
Approach see page 61
Parameters on the "Type E" form
I
Undercut depth (default: value from standard table)
K
Undercut length (default: value from standard table)
W
Undercut angle (default: standard table 15°)
R
Undercut radius (default: value from standard table)
H
Type of departure
0: To the starting point
1: Plane surface end
Parameters on the "Type F" form
I
Undercut depth (default: value from standard table)
K
Undercut length (default: value from standard table)
W
Undercut angle (default: standard table 15°)
R
Undercut radius (default: value from standard table)
P2
Face depth (default: value from standard table)
A
Face angle (default: 8° from standard table)
H
Type of departure
0: To the starting point
1: Plane surface end