7 units—finishing – HEIDENHAIN SW 54843x-02 DIN Programming User Manual
Page 114
114
smart.Turn units
2.7 Units—Finishing
Cycle form
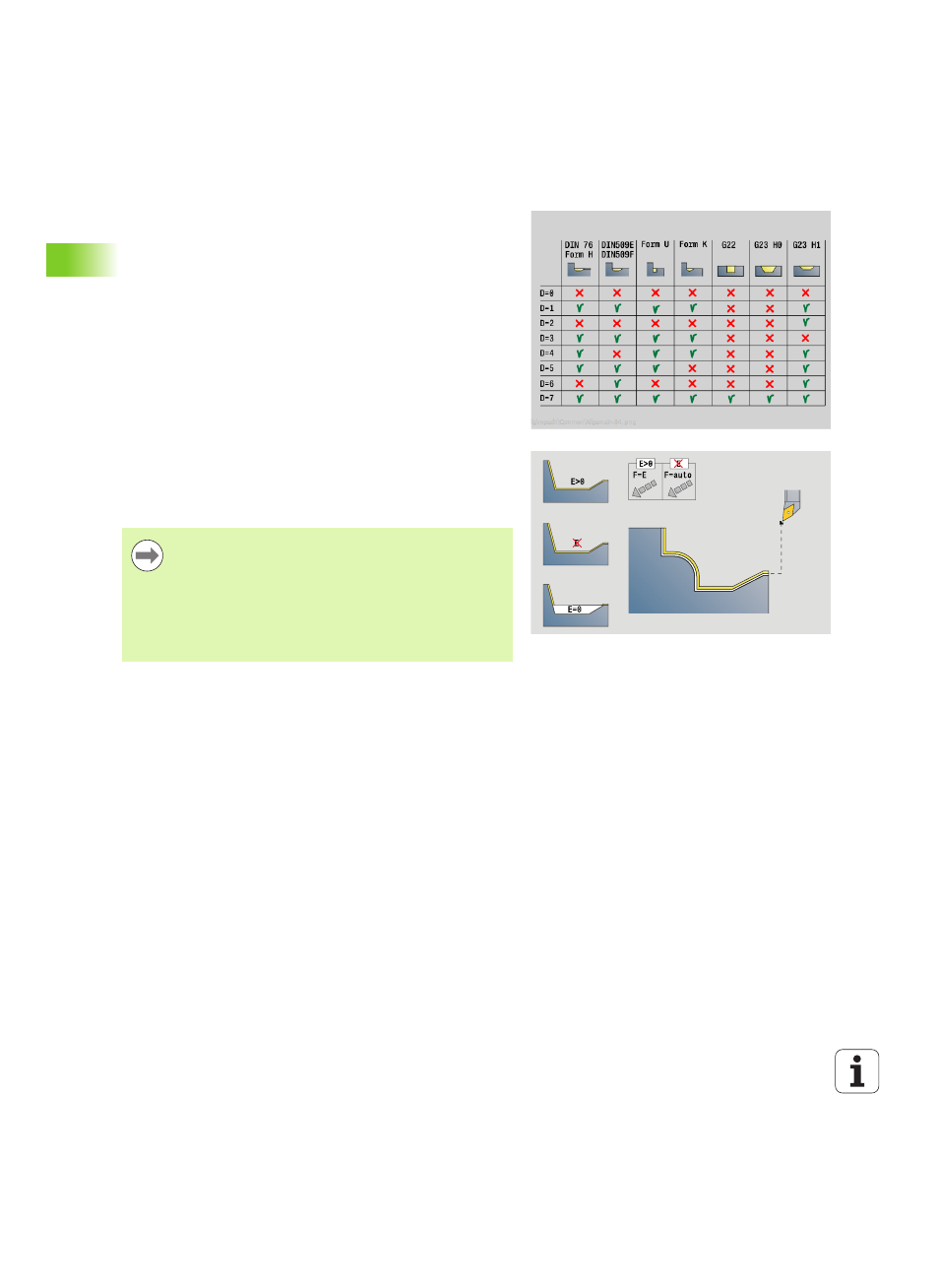
D
Omit elements (see figure)
E
Plunging behavior
E=0: Descending contours are not machined
E>0: Plunging feed rate for declining contour elements.
Descending contour elements are machined.
No input: The plunging feed rate is reduced during
machining of declining contour elements by up to 50 %.
Descending contour elements are machined.
O
Feed rate reduction for circular elements (default: 0)
0: Feed rate reduction is active
1: No feed rate reduction
DXX
Additive correction numbers 1 – 16
G58
Contour-parallel oversize (radius)
DI
Axis-parallel oversize X
DK
Axis-parallel oversize Z
Further forms: see page 56
If feed rate reduction is active, at least four spindle
revolutions are used to machine every "small" contour
element.
With the address Dxx you activate an additive
compensation for the entire cycle run. The additive
compensation is switched off again at the end of the cycle.
You edit additive compensation values in the Program Run
mode of operation.