Generac Power Systems 53187 User Manual
Page 73
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
SECTION 2.4
DISASSEMBLY AND INSPECTION
PART 2
ENGINE MECHANICAL
Cylinder Head Assembly (Continued)
HEAD REASSEMBLY;
Reassem ble all parts In the reverse order of disas
sem bly. W hen assem bling the VALVE SPRING, RE
TAINER and COTTER, use care to avoid dam age to
the VALVE GUIDE SEAL.
Cylinder Block
TOP FACE;
Inspect the cylinder block top face for dam age,
cracks, w arpage. Use the sam e m ethod that w as used
for checking the cylinder head w arp (Figure 6, Page
2.4-2). Allow able w arp lim it is the sam e as for the
cylinder head.
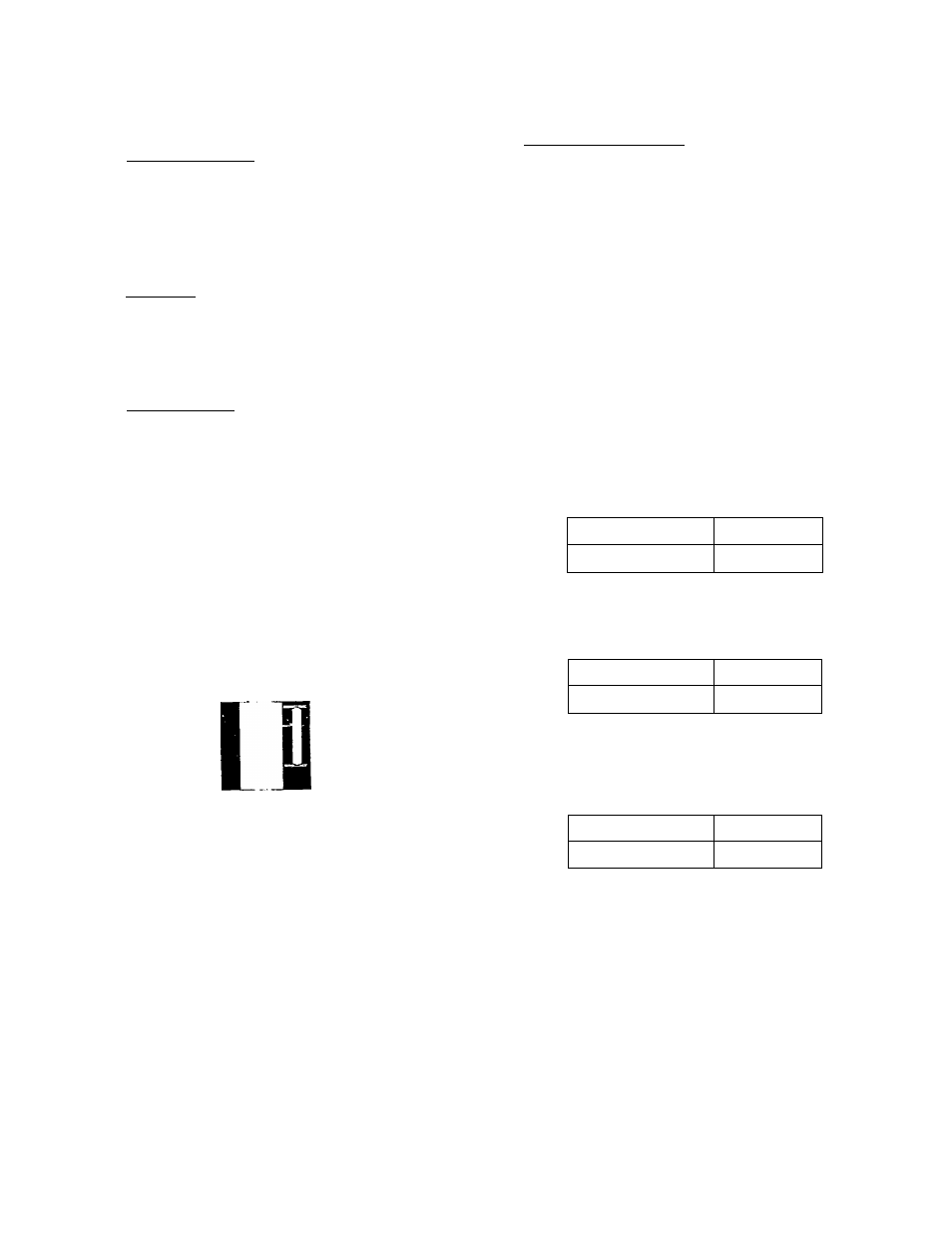
CYLINDER BORE;
Visually inspect the cylinder bore. There should be
no scoring, rust or corrosion. Measure thye cylinder
bore at its upper, m iddle and low er areas, at positions
A and B (Figure 14). If the bore diam eter exceeds lim its,
rebore to the correct oversize dim ension.
Front
Slide range
of piston ring
Figure 14. Checking Cylinder Bore
NO TE; In Figure 14, see "Slide Range of Piston
Ring". T he upper area corresponds to the top ring
w hen the piston Is at top dead center (TDC), or
about 0.39 Inch below the cylinder block top sur
face. The low er area corresponds to position of oil
ring w hen the piston Is at bottom dead center (B DC)
or about 3.94 Inches from cylinder block top sur
face.
Use a cylinder (inside diam eter) gauge to m easure
the cylinder bore.
HONING THE CYLINDERS;
After boring is com pleted, hone the cylinder in tw o
stages to obtain a diam ond or "cross-hatch" finish. See
Rgure 15. The follow ing specifications apply to honing:
□ Use a rough finishing stone that corresponds to (a)
Tokyo DIA, (b) SD120/140, (c) N100M (bronze se
ries).
□ Use finishing stone GC600JB.
□ Use a grinding stone 100m m long by 4m m w ide (3.94
X 0.157 inch).
□ Drill speed should be 162 rpm .
□ Feed should be 13m per m inute (42.6 ft. per m inute).
□ Rough finishit^ gauge pressure should be 213 psi
(15 kg percm ^.
□ Rnjshing pressure should be 71.12 psi (5 kg per
cm ^).
□ Perform the finishing strokes nine (9) tim es.
□ Honing depths should be 0. 0015 inch (0.04m m ).
□ Cross hatch angles should be 40*.
□ Surface roughness should be 2 to 4p.
Standard bore
Allowable limit
75 - 75.019
b 75.2
First boring
0.5 mm
Standard bore
Allowable limit
b 75.5 ~ 75.519
b 75.7
Second
boring
0.5 mm
Standard bore
Allowable limit
b 76 - 76.019
b 76.2
Replace the block
Figure IS. Cylinder Boring Specifications
Piston and Piston Rings
Use a ring com pressor to rem ove piston rings.
Rem ove one snap ring, then rem ove the piston pin
(Figure 16). W ith connecting rod and piston pin re
m oved proceed w ith inspections as follow s.
PAGE 2.4-4