HEIDENHAIN iTNC 530 (340 49x-03) User Manual
Page 391
HEIDENHAIN iTNC 530
391
8.4 Cy
cles f
o
r Milling P
o
c
k
ets, St
uds and Slots
8
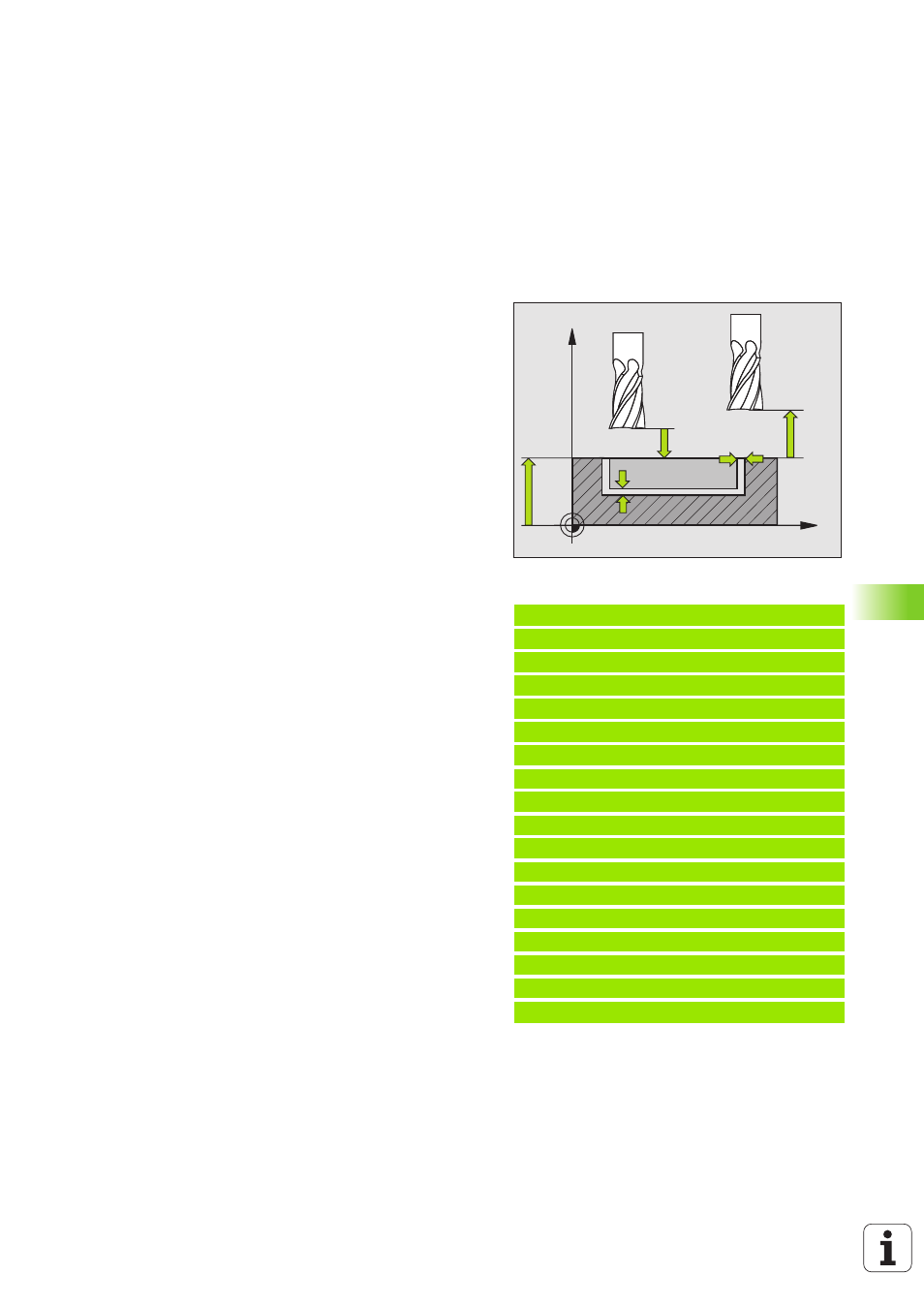
Set-up clearance
Q200 (incremental value): Distance
between tool tip and workpiece surface.
8
Workpiece surface coordinate
Q203 (absolute
value): Absolute coordinate of the workpiece surface
8
2nd set-up clearance
Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
8
Path overlap factor
Q370: Q370 x tool radius =
stepover factor k. Maximum input value: 1.9999
8
Plunging strategy
Q366: Type of plunging strategy.
0 = vertical plunging. The TNC plunges
perpendicularly, regardless of the plunging angle
ANGLE
defined in the tool table.
1 = helical plunging. In the tool table, the plunging
angle ANGLE for the active tool must be defined not
equal to 0. Otherwise the TNC displays an error
message.
8
Feed rate for finishing
Q385: Traversing speed of
the tool during side and floor finishing in mm/min.
Example: NC blocks
8 CYCL DEF 252 CIRCULAR POCKET
Q215=0
;MACHINING OPERATION
Q223=60
;CIRCLE DIAMETER
Q368=0.2
;ALLOWANCE FOR SIDE
Q207=500
;FEED RATE FOR MILLING
Q351=+1
;CLIMB OR UP-CUT
Q201=-20
;DEPTH
Q202=5
;PLUNGING DEPTH
Q369=0.1
;ALLOWANCE FOR FLOOR
Q206=150
;FEED RATE FOR PLNGNG
Q338=5
;INFEED FOR FINISHING
Q200=2
;SET-UP CLEARANCE
Q203=+0
;SURFACE COORDINATE
Q204=50
;2ND SET-UP CLEARANCE
Q370=1
;TOOL PATH OVERLAP
Q366=1
;PLUNGING
Q385=500
;FEED RATE FOR FINISHING
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q204
Q203
Q369
Q368