5 p a th cont ours—p olar coor dinat e s – HEIDENHAIN iTNC 530 (340 49x-03) User Manual
Page 256
256
6 Programming: Programming Contours
6.5 P
a
th Cont
ours—P
olar Coor
dinat
e
s
To cut a thread with more than 16 revolutions
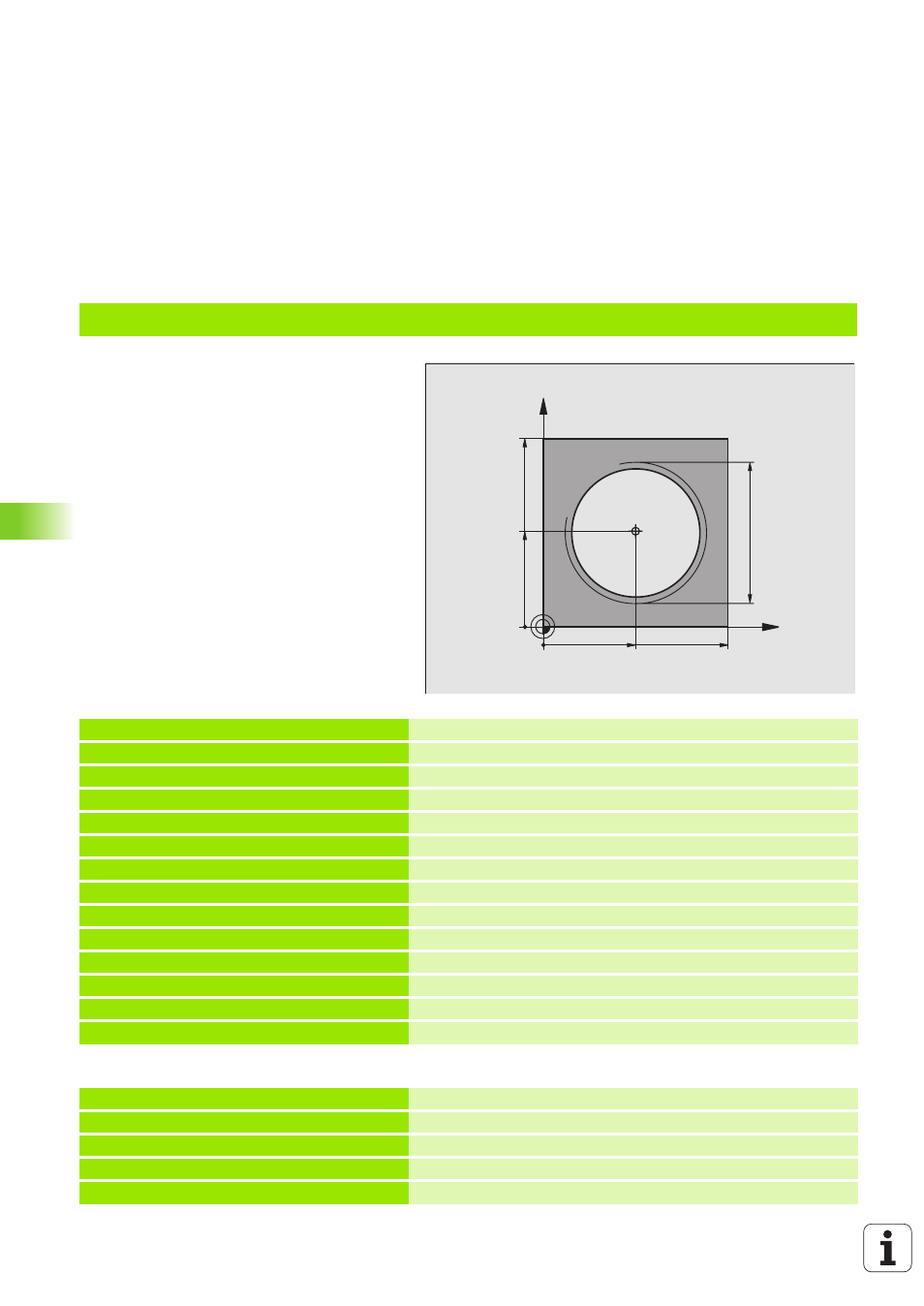
Example: Helix
0 BEGIN PGM HELIX MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Define the workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
Define the tool
4 TOOL CALL 1 Z S1400
Tool call
5 L Z+250 R0 FMAX
Retract the tool
6 L X+50 Y+50 R0 FMAX
Pre-position the tool
7 CC
Transfer the last programmed position as the pole
8 L Z-12.75 R0 F1000 M3
Move to working depth
9 APPR PCT PR+32 PA-182 CCA180 R+2 RL F100
Approach the contour on a circular arc with tangential connection
10 CP IPA+3240 IZ+13.5 DR+ F200
Helical interpolation
11 DEP CT CCA180 R+2
Depart the contour on a circular arc with tangential connection
12 L Z+250 R0 FMAX M2
Retract in the tool axis, end program
13 END PGM HELIX MM
X
Y
50
50
CC
100
100
M64 x 1,5
...
8 L Z-12.75 R0 F1000
9 APPR PCT PR+32 PA-180 CCA180 R+2 RL F100
10 LBL 1
Identify beginning of program section repeat
11 CP IPA+360 IZ+1.5 DR+ F200
Enter the thread pitch as an incremental IZ dimension