5 creating and writing programs, Organization of an nc program in iso format, Define blank form: g30/g31 – HEIDENHAIN iTNC 530 (340 420) ISO programming User Manual
Page 91: Define blank form
HEIDENHAIN iTNC 530
91
4.5 Cr
eating and W
riting Pr
ogr
a
ms
4.5 Creating and Writing Programs
Organization of an NC program in ISO format
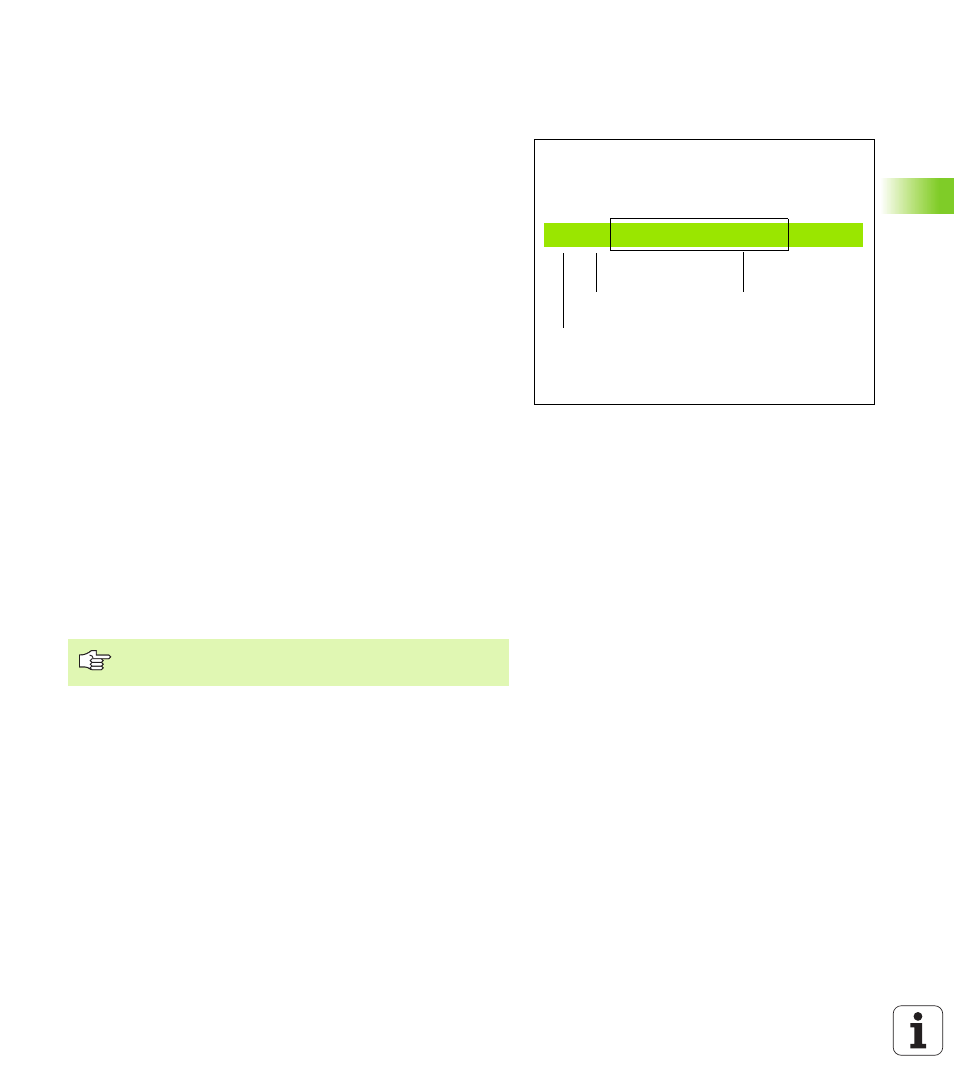
A part program consists of a series of program blocks. The figure at
right illustrates the elements of a block.
The TNC numbers the blocks of a part program automatically
depending on MP7220. MP7220 defines the block number increment.
The first block of a program is identified by %, the program name and
the active unit of measure (G70/G71).
The subsequent blocks contain information on:
n
The workpiece blank
n
Tool definitions, tool calls
n
Feed rates and spindle speeds, as well as
n
Path contours, cycles and other functions
The last block of a program is identified by N99999999 %, the program
name and the active unit of measure (G70/G71).
Define blank form: G30/G31
Immediately after initiating a new program, you define a cuboid
workpiece blank. This definition is needed for the TNC’s graphic
simulation feature. The sides of the workpiece blank lie parallel to the
X, Y and Z axes and can be up to 100 000 mm long. The blank form is
defined by two of its corner points:
n
MIN point G30: the smallest X, Y and Z coordinates of the blank
form, entered as absolute values.
n
MAX point G31: the largest X, Y and Z coordinates of the blank form,
entered as absolute or incremental values (with G91).
N10 G00 G40 X+10 Y+5 F100 M3 *
Block number
Path function
Words
Blocks
You only need to define the blank form if you wish to run
a graphic test for the program!