HEIDENHAIN iTNC 530 (340 420) ISO programming User Manual
Page 257
HEIDENHAIN iTNC 530
257
8.3 Cy
cles f
o
r Dr
illing, T
a
pping and Thr
ead Milling
U
U
U
U
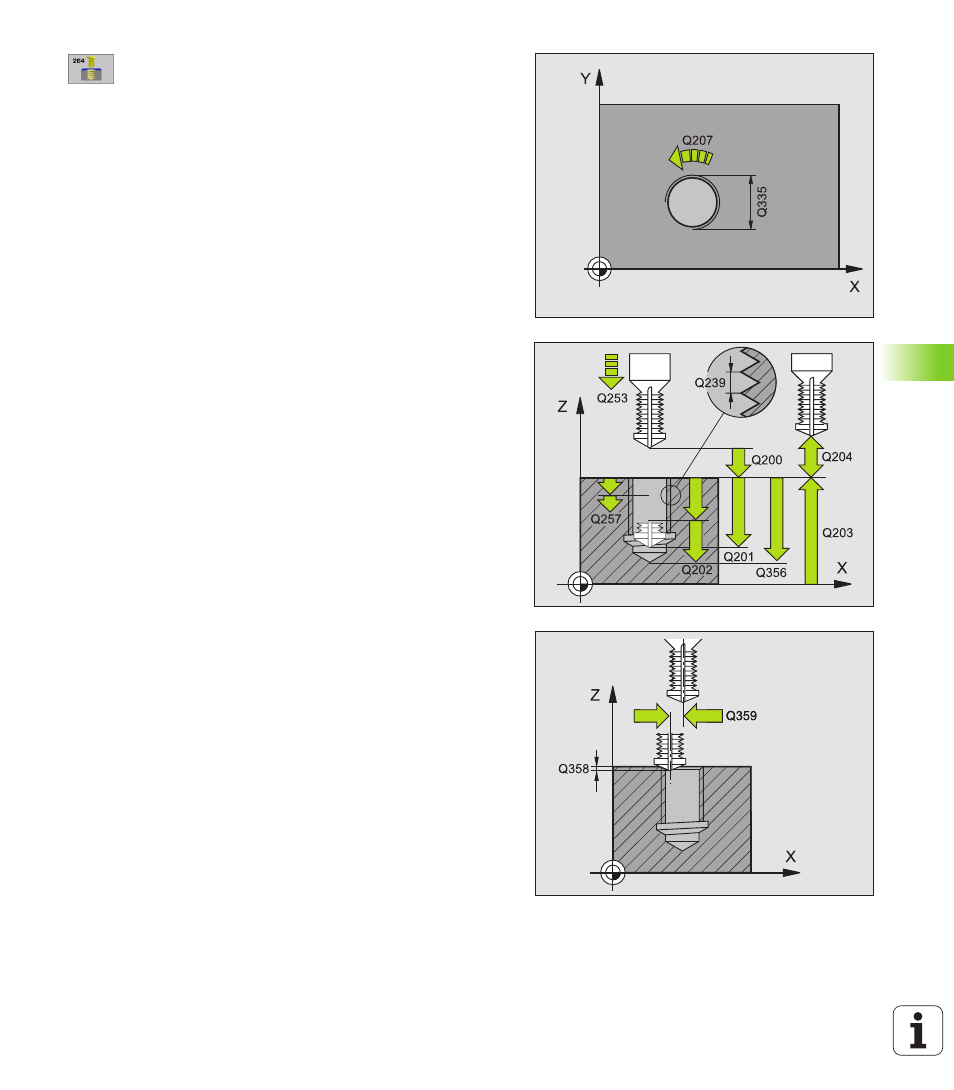
Nominal diameter
Q335: Nominal thread diameter.
U
U
U
U
Thread pitch
Q239: Pitch of the thread. The algebraic
sign differentiates between right-hand and left-hand
threads:
+ = right-hand thread
– = left-hand thread
U
U
U
U
Thread depth
Q201 (incremental value): Distance
between workpiece surface and root of thread.
U
U
U
U
Total hole depth
Q356 (incremental value): Distance
between workpiece surface and bottom of hole.
U
U
U
U
Feed rate for pre-positioning
Q253: Traversing
speed of the tool when moving in and out of the
workpiece, in mm/min.
U
U
U
U
Climb or up-cut
Q351: Type of milling operation with
M03.
+1 = climb milling
–1 = up-cut milling
U
U
U
U
Plunging depth
Q202 (incremental value): Infeed per
cut. The depth does not have to be a multiple of the
plunging depth. The TNC will go to depth in one
movement if:
n
the plunging depth is equal to the depth
n
the plunging depth is greater than the depth
U
U
U
U
Upper advanced stop distance
Q258 (incremental
value): Set-up clearance for rapid traverse positioning
when the TNC moves the tool again to the current
plunging depth after retraction from the hole.
U
U
U
U
Infeed depth for chip breaking
Q257 (incremental
value): Depth at which TNC carries out chip breaking.
There is no chip breaking if 0 is entered.
U
U
U
U
Retraction rate for chip breaking
Q256
(incremental value): Value by which the TNC retracts
the tool during chip breaking.
U
U
U
U
Depth at front
Q358 (incremental value): Distance
between tool tip and the top surface of the workpiece
for countersinking at the front of the tool.
U
U
U
U
Countersinking offset at front
Q359 (incremental
value): Distance by which the TNC moves the tool
center away from the hole center.