Feed rate at circular arcs: m109/m110/m111 – HEIDENHAIN iTNC 530 (340 420) ISO programming User Manual
Page 196
196
7 Programming: Miscellaneous Functions
7.
4 Miscellaneous F
unctions f
o
r Cont
our
ing Beha
vior
Feed rate at circular arcs: M109/M110/M111
Standard behavior
The TNC applies the programmed feed rate to the path of the tool
center.
Behavior at circular arcs with M109
The TNC adjusts the feed rate for circular arcs at inside and outside
contours so that the feed rate at the tool cutting edge remains
constant.
Behavior at circular arcs with M110
The TNC keeps the feed rate constant for circular arcs at inside
contours only. At outside contours, the feed rate is not adjusted.
Effect
M109 and M110 become effective at the start of block.
To cancel M109 and M110, enter M111.
Calculating the radius-compensated path in
advance (LOOK AHEAD): M120
Standard behavior
If the tool radius is larger than the contour step that is to be machined
with radius compensation, the TNC interrupts program run and
generates an error message. M97 (see “Machining small contour
steps: M97” on page 193) can be used to prohibit the error message,
but this will result in dwell marks and will also move the corner.
If the programmed contour contains undercut features, the tool may
damage the contour.
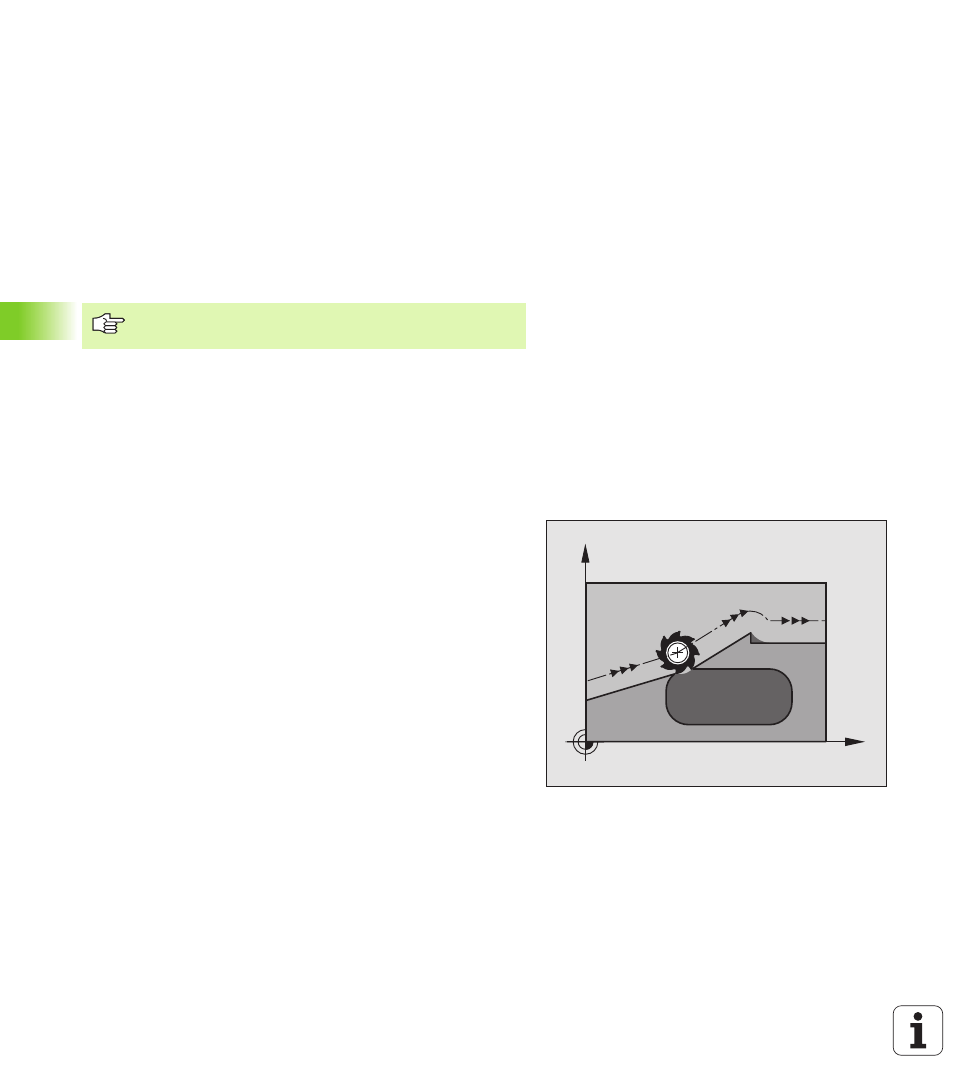
Behavior with M120
The TNC checks radius-compensated paths for contour undercuts and
tool path intersections, and calculates the tool path in advance from
the current block. Areas of the contour that might be damaged by the
tool are not machined (dark areas in figure at right). You can also use
M120 to calculate the radius compensation for digitized data or data
created on an external programming system. This means that
deviations from the theoretical tool radius can be compensated.
Use LA (Look Ahead) after M120 to define the number of blocks
(maximum: 99) that you want the TNC to calculate in advance. Note
that the larger the number of blocks you choose, the higher the block
processing time will be.
Input
If you enter M120 in a positioning block, the TNC continues the dialog
for this block by asking you the number of blocks LA that are to be
calculated in advance.
M110 is also effective for the inside machining of circular
arcs using contour cycles.
X
Y