8 sl cy cles with cont our f or m ula – HEIDENHAIN iTNC 530 (340 420) ISO programming User Manual
Page 334
334
8 Programming: Cycles
8.8 SL Cy
cles with Cont
our F
or
m
ula
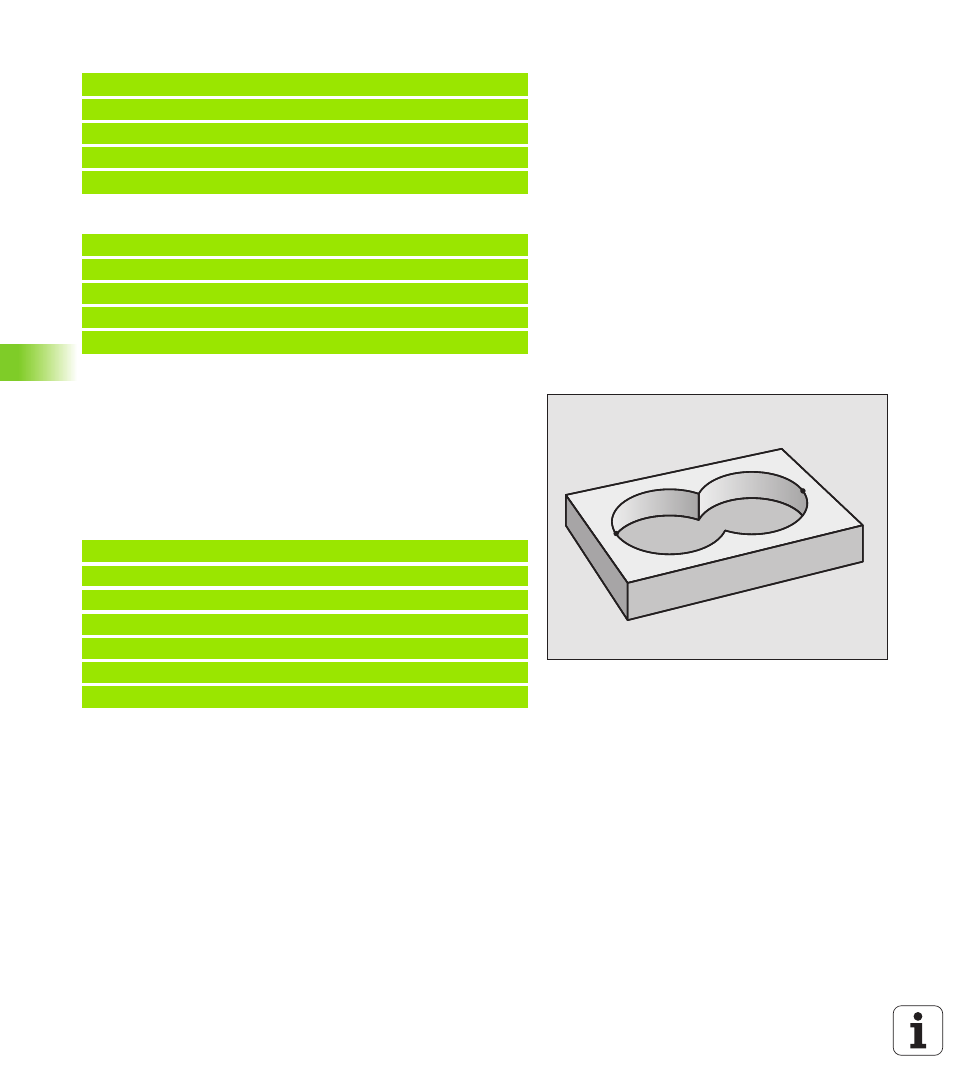
Contour description program 1: Pocket A
Contour description program 2: Pocket B
Area of inclusion
Both surfaces A and B are to be machined, including the overlapping
area:
n
The surfaces A and B must be programmed in separate programs
without radius compensation.
n
In the contour formula, the surfaces A and B are processed with the
“joined with” function.
Contour definition program:
%POCKET_A G71
N10 G01 X+10 Y+50 G40
N20 I+35 J+50
N30 G02 X+10 Y+50
N999999999 %POCKET_A G71
%POCKET_B G71
N10 G01 X+90 Y+50 G40
N20 I+65 J+50
N30 G02 X+90 Y+50
N999999999 %POCKET_B G71
A
B
N50 ...
N60 ...
N70 DECLARE CONTOUR QC1 = “POCKET_A.H“
N80 DECLARE CONTOUR QC2 = “POCKET_B.H“
N90 QC10 = QC1 | QC2
N100 ...
N110 ...
See also other documents in the category HEIDENHAIN Equipment:
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)