5 miscellaneous f unctions f or rotary ax es – HEIDENHAIN iTNC 530 (340 420) ISO programming User Manual
Page 205
HEIDENHAIN iTNC 530
205
7.
5 Miscellaneous F
unctions f
or Rotary Ax
es
Automatic compensation of machine geometry
when working with tilted axes: M114
Standard behavior
The TNC moves the tool to the positions given in the part program. If
the position of a tilted axis changes in the program, the resulting offset
in the linear axes must be calculated by a postprocessor and traversed
in a positioning block. As the machine geometry is also relevant, the NC
program must be calculated separately for each machine tool.
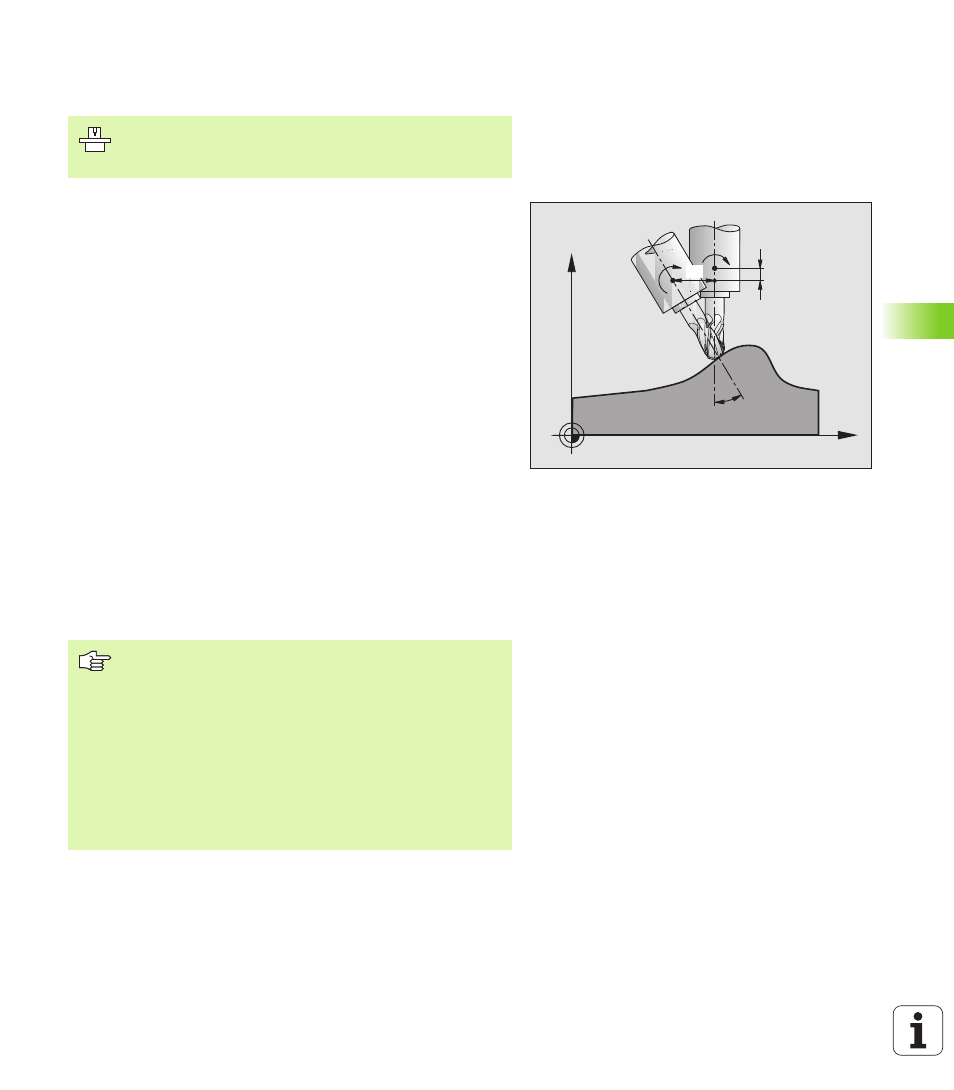
Behavior with M114
If the position of a controlled tilted axis changes in the program, the TNC
automatically compensates the tool offset by a 3-D length
compensation. As the geometry of the individual machine tools is set in
machine parameters, the TNC also compensates machine-specific
offsets automatically. Programs only need to be calculated by the
postprocessor once, even if they are being run on different machines
with TNC control.
If your machine tool does not have controlled tilted axes (head tilted
manually or positioned by the PLC), you can enter the current valid
swivel head position after M114 (e.g. M114 B+45, Q parameters
permitted).
The radius compensation must be calculated by a CAD system or by a
postprocessor. A programmed radius compensation G41/G42 will
result in an error message.
If the tool length compensation is calculated by the TNC, the
programmed feed rate refers to the point of the tool. Otherwise it
refers to the tool datum.
Effect
M114 becomes effective at the start of block, M115 at the end of
block. M114 is not effective when tool radius compensation is active.
To cancel M114, enter M115. At the end of program, M114 is
automatically canceled.
The machine geometry must be entered in Machine
Parameters 7510 and following by the machine tool
builder.
If your machine tool is equipped with a swivel head that can
be tilted under program control, you can interrupt program
run and change the position of the tilted axis, for example
with the handwheel.
With the RESTORE POS. AT N function, you can then
resume program run at the block at which the part program
was interrupted. If M114 is active, the TNC automatically
calculates the new position of the tilted axis.
If you wish to use the handwheel to change the position of
the tilted axis during program run, use M118 in conjunction
with M128.
X
Z
dB
dz
dx
B
B