Rockwell Automation 1771-QDC, D17716.5.85(Passport) MNL. PLASTIC MOLDING MODULE User Manual
Page 163
Tune Your Machine for Producing Parts
Chapter 10
10-17
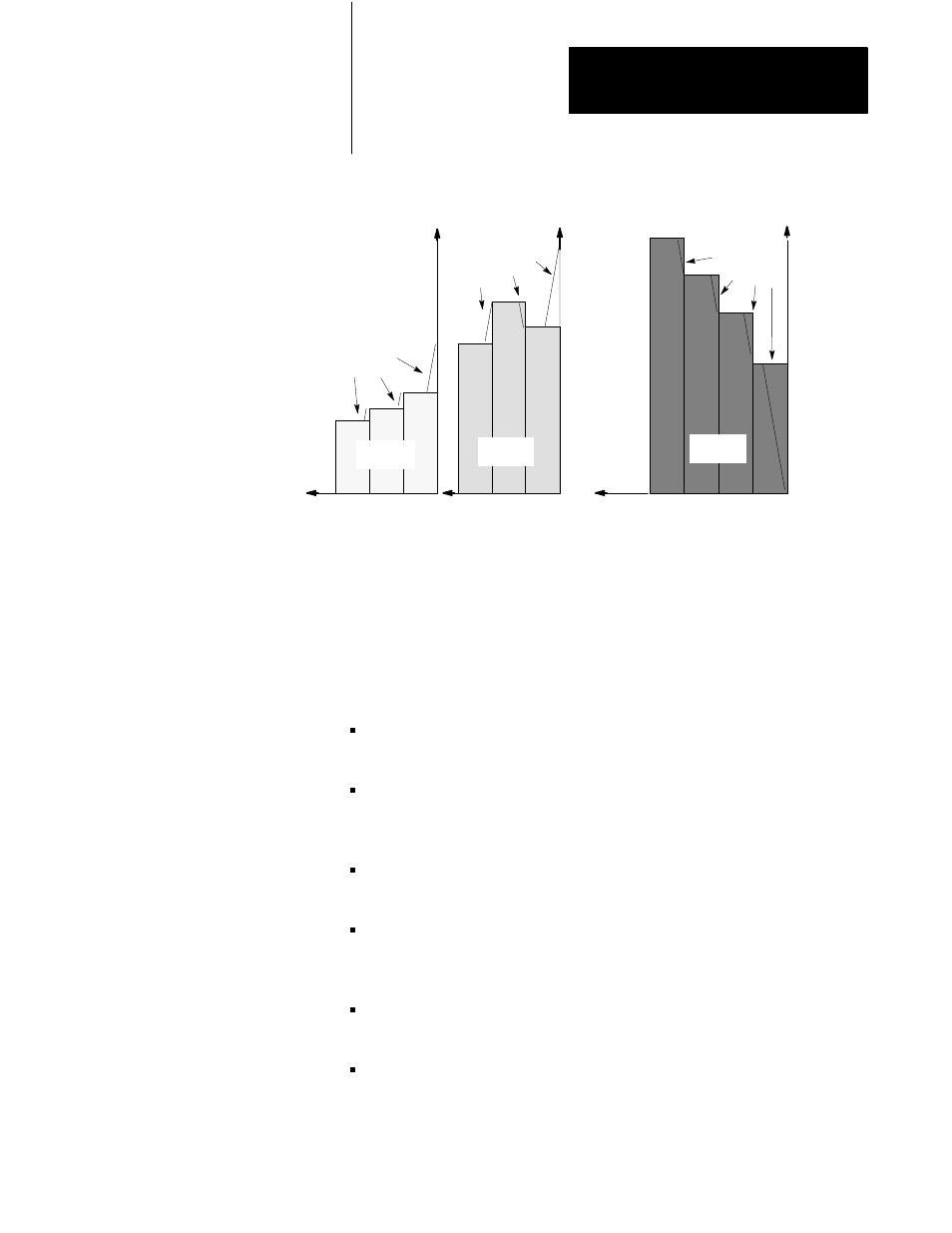
Figure 10.1
Example Injection, Pack, and Hold Profiles with Accl/Decel Ramps
Time
Selected
Valve
Decel Ramps
Selected Valve
Accel & Decel.
Ramps
Selected
Valve
Accel. Ramps
Hold
Profile
Pack
Profile
Injection
Profile
Pressure
Velocity
Position
Important: When enabled, the QDC module applies ramp rates at the
beginning of each profile segment. When moving from one profile to the
next, the QDC module never applies ramps until it begins the next profile.
With caution, you can use ramp rates to smooth out jerky motion present
during large increases or decreases in pressure or flow.
If your application requires the use of ramp rates:
Never apply ramp rates until you have already tuned all applicable
pressure and velocity loops.
Ramp rates control selected and unselected valves. Therefore, even
though you may be controlling velocity, you can ramp ram (screw)
pressure during an injection profile prior to pack.
Ramp rates and ERC may not function properly together. Be very
careful if applying ERC and ramp rates on the same profile.
Using slow ramp rates may force pressure and velocity actuals out of
control because these actuals include the time spent ramping as well as
the time for each segment.
The QDC module uses ramp rates when beginning a profile or
movement, or when stepping from segment to segment within a profile.
You enter ramp rates in units of 0 to 9999 percent signal output per
second (note that there is no decimal point). A ramp rate of 9999 lets
the output move full range in 10 milliseconds, while a ramp rate of 99
requires a full second to go full range. Lower values = slower ramps.