Yaskawa i80M Maintenance Manual User Manual
Page 129
I
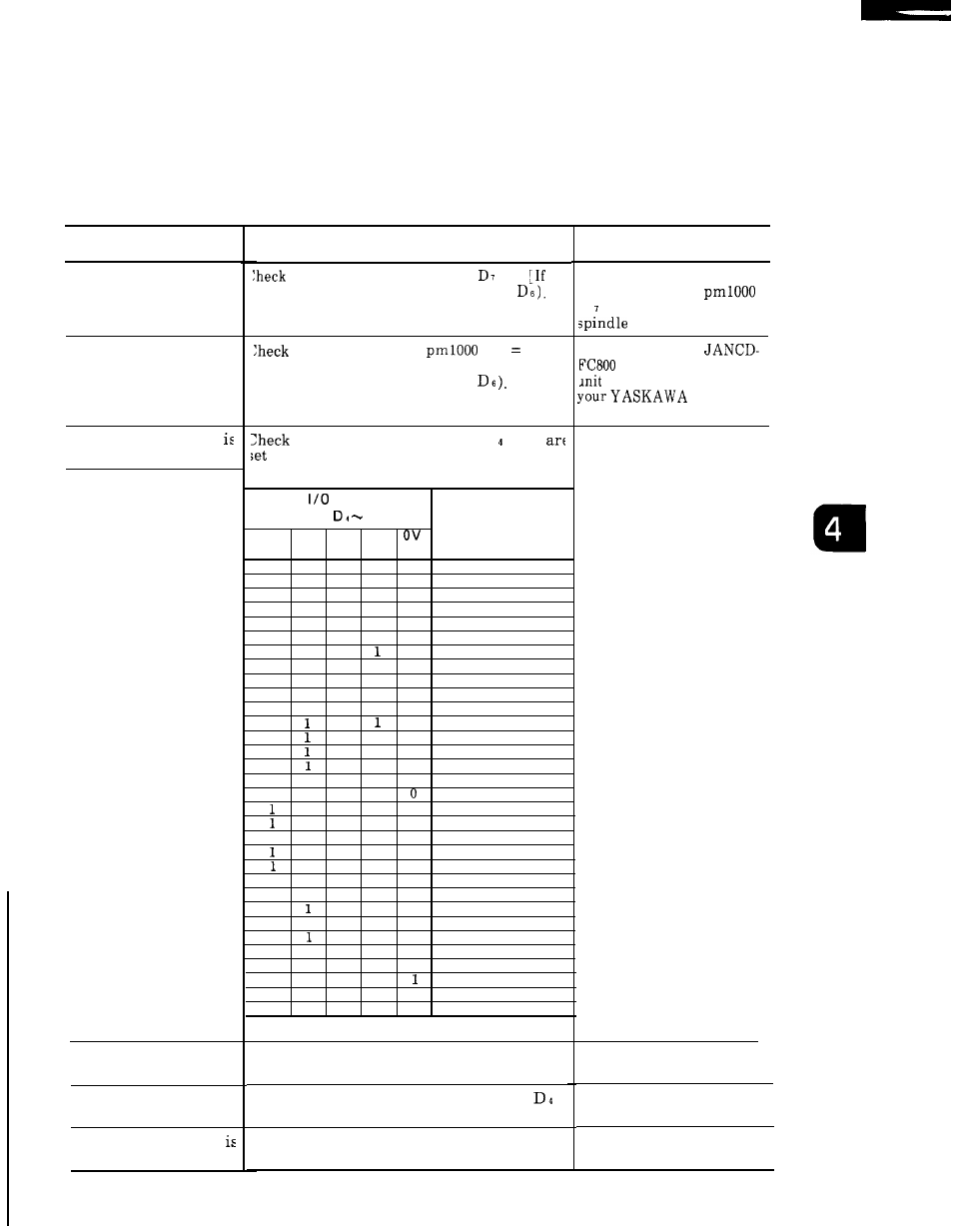
4.3.9 OPERATION IS NOT AVAILABLE WITH GO1 , G02, OR G03
Table 4.38
Operation is not Available with GO1, G02, or G03
Cause of Trouble
Spindle rotation is
checked during feeding
every minute.
Improper spindle speed
Cutting feed override
set to O%.
In dry run state,
manual jog feed speed
is set correctly.
Start interlock signal i
input.
Axis-interlock is input
Servo system setting
erroneous.
Check Method
whether parametr pm1000
is 1.
1,
heck spindle rotation (1/0 signal #3111
]
whether parameter
D
7 1.
[If
o, check spindle speed match (1/0 signal
3111, for second spindle. #3121
]
whether 1/0 signals #3040 D to D
o
correctly.
Signal
F e e d O v e r r i d e
# 3 0 4 0
Do
( a u t o m a t i c
Ov
Ov
Ov
Ov
operation
16
8
4
2
1
mode)
o
0
0
0
0
o%
o
0
0
0
1
10%
.0
0
0
1
0
20%
o
0
0
1
1
30%
o
0
1
0
0
40%
o
0
1
0
1
50%
o
0
1
0
60%
o
0
1
1
1
70%
o
1
0
0
0
80%
o
1
0
0
1
90%
o
1
0
1
0
100%
o
0
1
110%
o
1
0
0
120%
o
1
0
1
130%
o
1
1
0
140%
o
1
1
1
1
150%
1
0
0
0
160%
0
0
0
1
170%
0
0
1
0
180%
1
0
0
1
1
190%
0
1
0
0
200%
0
1
0
1
220%
1
0
1
1
0
240%
1
0
1
1
1
260%
1
0
0
0
280%
1
1
0
0
1
300%
1
0
1
0
340%
1
1
0
1
1
380%
1
1
1
0
0
420%
1
1
1
0
460%
1
1
1
1
0
500%
1
1
1
1
1
540%
Check whether 1/0 signal #3004 D, is 1.
(Normal if it is O.)
Check whether 1/0 signals #3078
(Do
to
)
are O. (Not
interlocked if they are 1.)
Is manual feeding enabled? (Check whether
the machine operates in manual mode. )
Solution
Rotate
the spindle.
For dry runs, set
D to O and do not check
rotation.
[f wiring is proper,
board or spindle drive
may be defective. Contact
representative.
●
Turn override switch.
If the wiring is faulty,
correct it.
●
Check parameter
setting.
Release the interlock with
reference to instruction.
Release the interlock with
reference to instruction.
See Par. 4.3.7.
121