Function, Entering values, Changing the spindle speed and feed rate – HEIDENHAIN iTNC 530 (340 49x-01) User Manual
Page 61
HEIDENHAIN iTNC 530
61
2.3 Spindle Speed S
, F
e
ed Rat
e
F and Miscellaneous F
unctions M
2.3 Spindle Speed S, Feed Rate F
and Miscellaneous Functions M
Function
In the Manual Operation and Electronic Handwheel operating modes,
you can enter the spindle speed S, feed rate F and the miscellaneous
functions M with soft keys. The miscellaneous functions are
described in Chapter 7 “Programming: Miscellaneous Functions.”
Entering values
Spindle speed S, miscellaneous function M
To enter the spindle speed, press the S soft key.
Enter the desired spindle speed and confirm your
entry with the machine START button.
The spindle speed S with the entered rpm is started with a
miscellaneous function M. Proceed in the same way to enter a
miscellaneous function M.
Feed rate F
After entering a feed rate F, you must confirm your entry with the ENT
key instead of the machine START button.
The following is valid for feed rate F:
If you enter F=0, then the lowest feed rate from MP1020 is effective
F is not lost during a power interruption
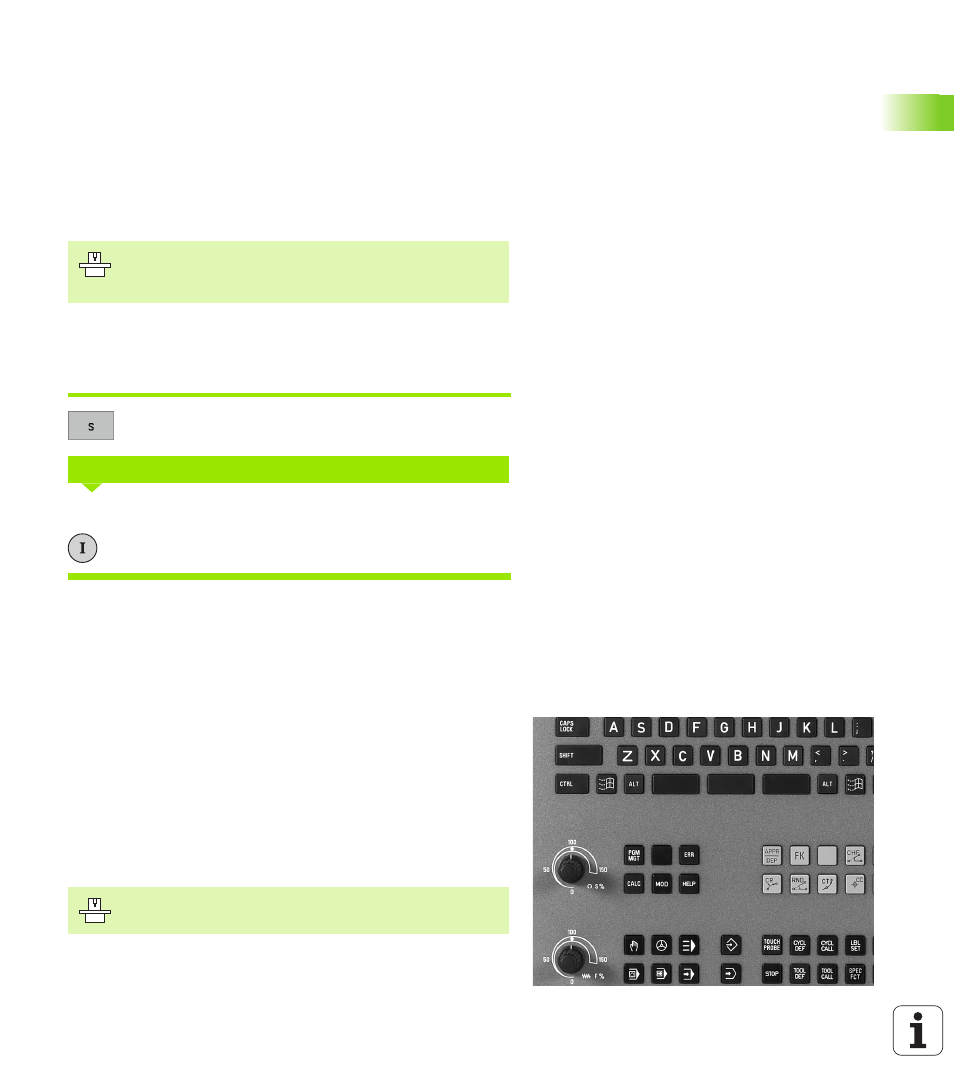
Changing the spindle speed and feed rate
With the override knobs you can vary the spindle speed S and feed
rate F from 0% to 150% of the set value.
The machine tool builder determines which
miscellaneous functions M are available on your control
and what effects they have.
SPINDLE SPEED S =
1000
The override dial for spindle speed is only functional on
machines with infinitely variable spindle drive.