Using other tools: delta values, D compensation without tool orientation – HEIDENHAIN iTNC 530 (340 49x-01) User Manual
Page 165
HEIDENHAIN iTNC 530
165
5.4 Thr
ee-Dimensional T
ool Compensation (Sof
tw
ar
e Option
2)
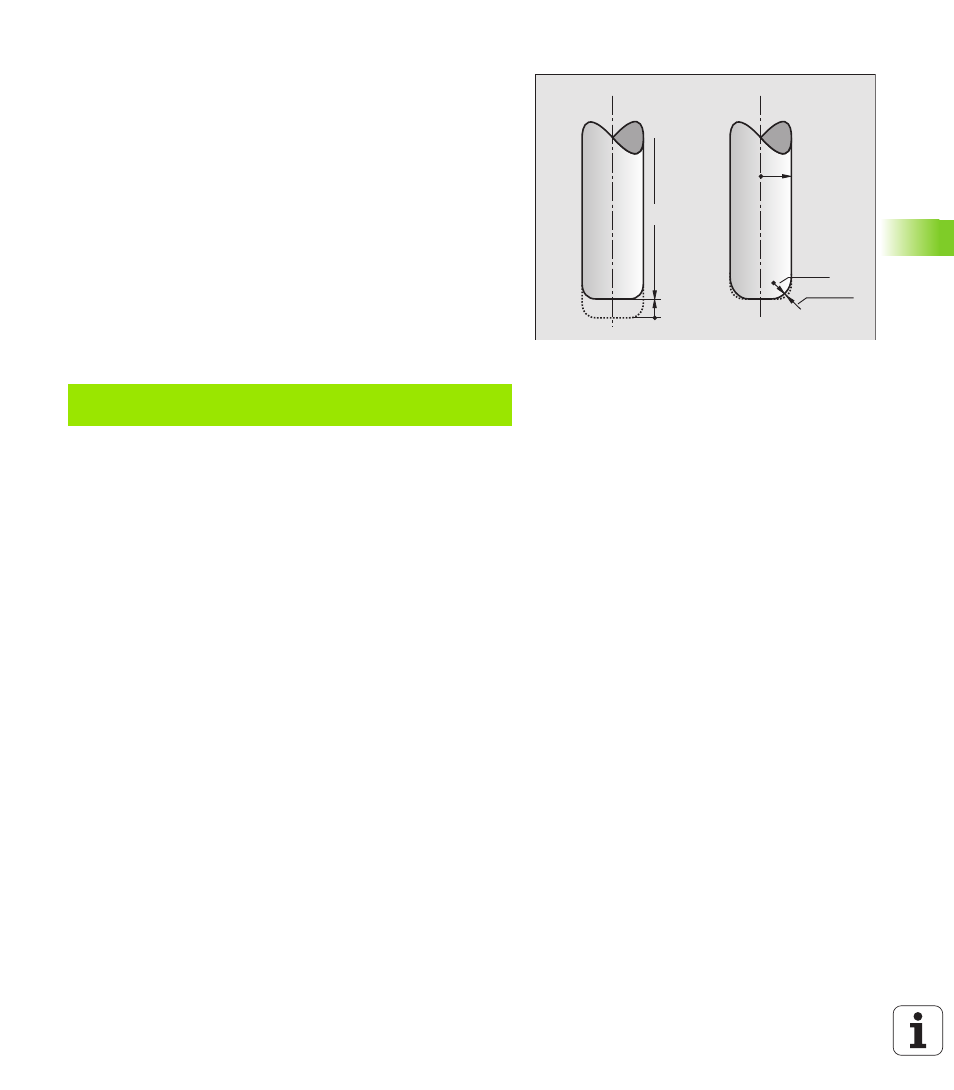
Using other tools: Delta values
If you want to use tools that have different dimensions than the ones
you originally programmed, you can enter the difference between the
tool lengths and radii as delta values in the tool table or TOOL CALL:
Positive delta value DL, DR, DR2: The tool is larger than the original
tool (oversize).
Negative delta value DL, DR, DR2: The tool is smaller than the
original tool (undersize).
The TNC then compensates the tool position by the sum of the delta
values from the tool table and the tool call.
3-D compensation without tool orientation
The TNC displaces the tool in the direction of the surface-normal
vectors by the sum of the delta values (tool table and TOOL CALL).
Example: Block format with surface-normal vectors
The feed rate F and miscellaneous function M can be entered and
changed in the Programming and Editing mode of operation.
The coordinates of the straight-line end point and the components of
the surface-normal vectors are to be defined by the CAD system.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21.954 Z+33.165
NX+0.2637581 NY+0.0078922 NZ-0.8764339 F1000 M3
LN:
Straight line with 3-D compensation
X, Y, Z:
Compensated coordinates of the straight-line end point
NX, NY, NZ:
Components of the surface-normal vector
F:
Feed rate
M:
Miscellaneous function