Boring (cycle 202) – HEIDENHAIN iTNC 530 (340 49x-01) User Manual
Page 281
HEIDENHAIN iTNC 530
281
8.3 Cy
cles f
o
r Dr
illing, T
a
pping and Thr
ead Milling
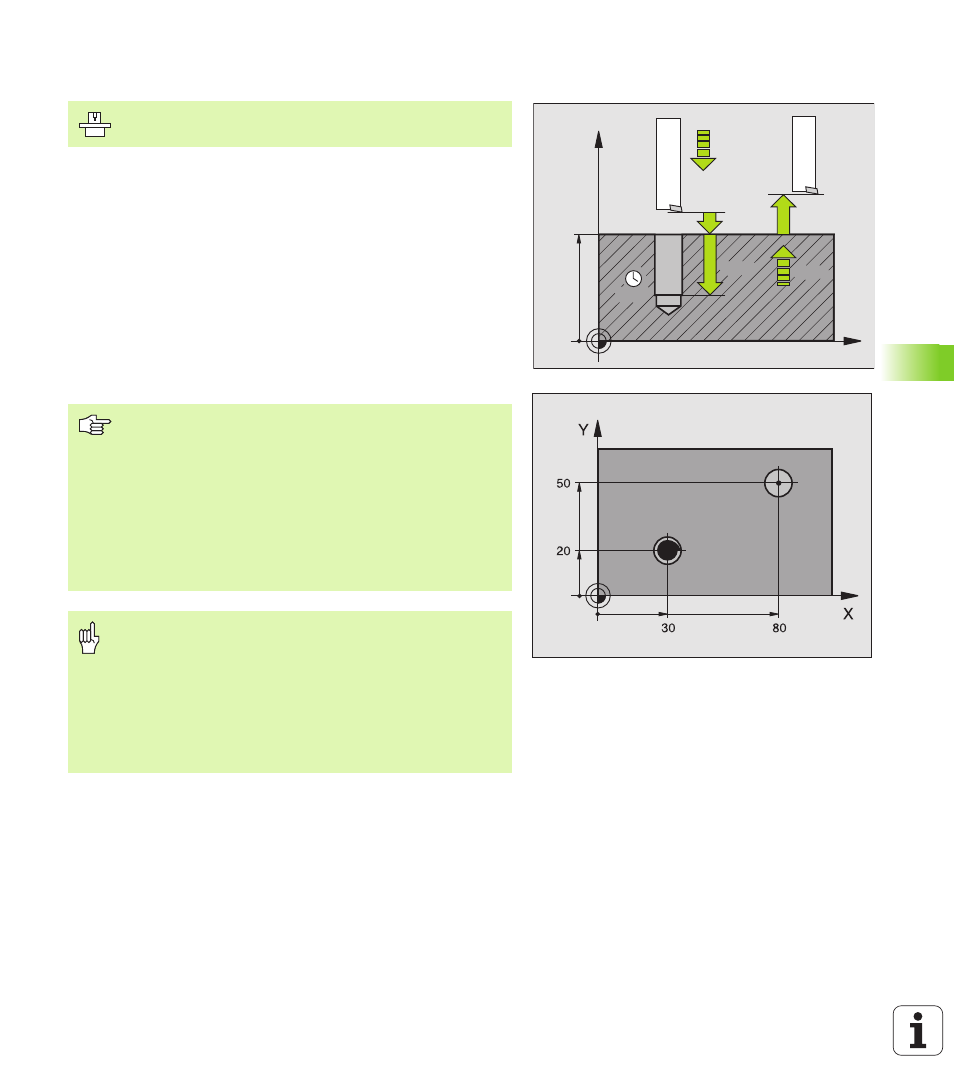
BORING (Cycle 202)
1
The TNC positions the tool in the tool axis at rapid traverse FMAX
to set-up clearance above the workpiece surface.
2
The tool drills to the programmed depth at the feed rate for
plunging.
3
If programmed, the tool remains at the hole bottom for the entered
dwell time with active spindle rotation for cutting free.
4
The TNC then orients the spindle to the position that is defined in
parameter Q336.
5
If retraction is selected, the tool retracts in the programmed
direction by 0.2 mm (fixed value).
6
The tool then retracts to set-up clearance at the retraction rate, and
from there—if programmed—to the 2nd set-up clearance at
FMAX. If Q214=0, the tool point remains on the wall of the hole.
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Machine and control must be specially prepared by the
machine tool builder for use of this cycle.
Before programming, note the following:
Program a positioning block for the starting point (hole
center) in the working plane with radius compensation R0.
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program
DEPTH = 0, the cycle will not be executed.
After the cycle is completed, the TNC restores the coolant
and spindle conditions that were active before the cycle
call.
Enter in MP7441 bit 2 whether the TNC should output an
error message (bit 2=1) or not (bit 2=0) if a positive depth
is entered.
Danger of collision!
Keep in mind that the TNC reverses the calculation for pre-
positioning when a positive depth is entered. This
means that the tool moves at rapid traverse in the tool axis
at safety clearance below the workpiece surface!