D data (cycle 30) – HEIDENHAIN iTNC 530 (340 49x-01) User Manual
Page 412
412
8 Programming: Cycles
8.8 Cy
cles f
o
r Multipass Milling
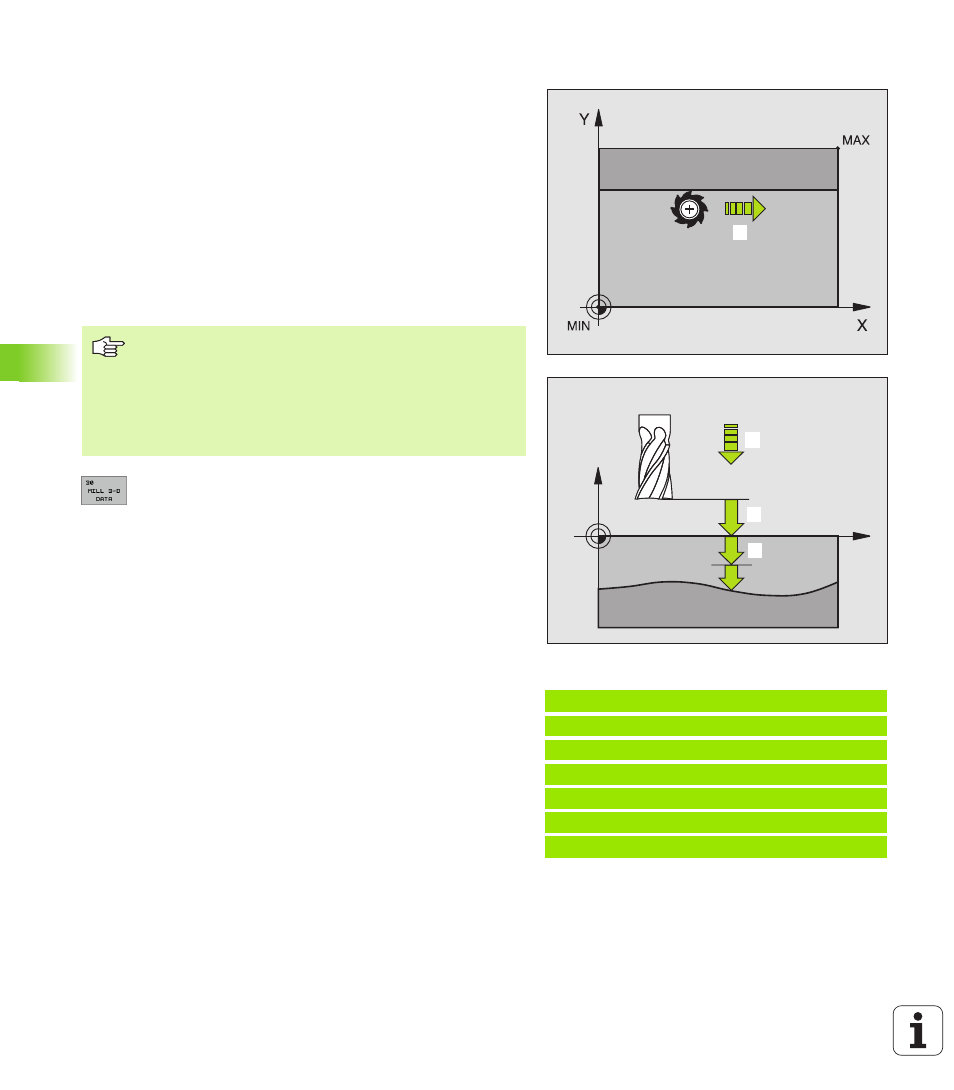
3-D DATA (Cycle 30)
1
From the current position, the TNC positions the tool in rapid
traverse FMAX in the tool axis to the set-up clearance above the
MAX point that you have programmed in the cycle.
2
The tool then moves in FMAX in the working plane to the MIN
point you have programmed in the cycle.
3
From this point, the tool advances to the first contour point at the
feed rate for plunging.
4
The TNC subsequently processes all points that are stored in the
digitizing data file at the feed rate for milling. If necessary, the TNC
retracts the tool between machining operations to set-up
clearance if specific areas are to be left unmachined.
5
At the end of the cycle, the tool is retracted in FMAX to set-up
clearance.
8
PGM name 3-D data:
Enter the name of the file in
which the data is stored. If the file is not stored in the
current directory, enter the complete path.
8
Min. point of range:
Lowest coordinates (X, Y and Z
coordinates) in the range to be milled.
8
Max. point of range:
Largest coordinates (X, Y and Z
coordinates) in the range to be milled.
8
Set-up clearance
1
(incremental value): Distance
between tool tip and workpiece surface for tool
movements in rapid traverse.
8
Plunging depth
2
(incremental value): Infeed per cut.
8
Feed rate for plunging
3
: Traversing speed of the
tool in mm/min during penetration.
8
Feed rate for milling
4
: Traversing speed of the tool
in mm/min while milling.
8
Miscellaneous function M:
Optional entry of a
miscellaneous function, for example M13.
Example: NC blocks
64 CYCL DEF 30.0 RUN 3-D DATA
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z-20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30.4 SETUP 2
69 CYCL DEF 30.5 PECKG +5 F100
70 CYCL DEF 30.6 F350 M8
14
X
Z
11
13
12
Before programming, note the following:
You can use Cycle 30 to run conversational programs and
PNT files.
If you want to run PNT files in which no tool axis
coordinate is programmed, the milling depth is derived
from the programmed MIN point in the tool axis.