Programming notes, Calling q parameter functions, 1 pr inciple and ov erview – HEIDENHAIN iTNC 530 (340 49x-01) User Manual
Page 503
HEIDENHAIN iTNC 530
503
1
1
.1 Pr
inciple and Ov
erview
Programming notes
You can mix Q parameters and fixed numerical values within a
program.
Q parameters can be assigned numerical values between
–99 999.9999 and +99 999.9999. Internally, the TNC can calculate up
to a width of 57 bits before and 7 bits after the decimal point (32-bit
data width corresponds to a decimal value of 4 294 967 296).
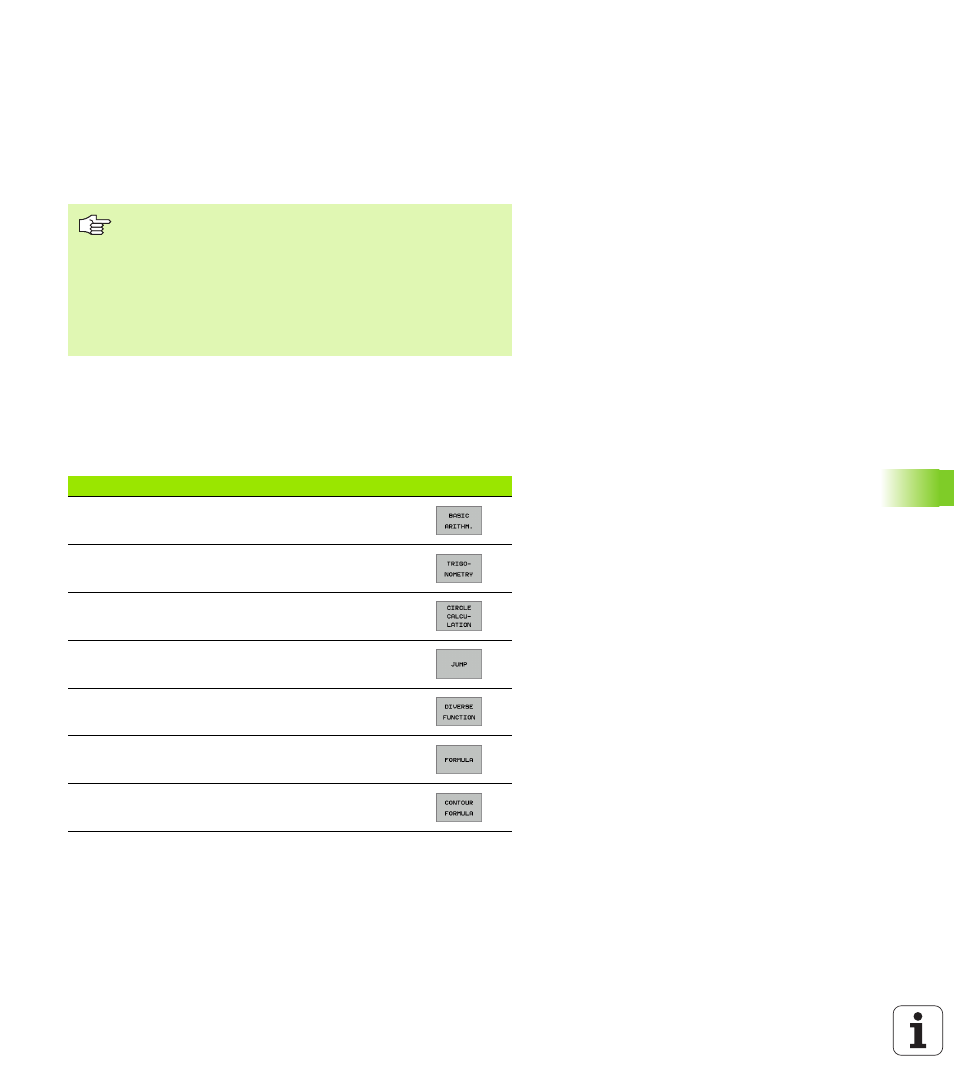
Calling Q parameter functions
When you are writing a part program, press the “Q” key (in the
numeric keypad for numerical input and axis selection, below the
+/– key). The TNC then displays the following soft keys:
Some Q parameters are always assigned the same data by
the TNC. For example, Q108 is always assigned the
current tool radius (see “Preassigned Q Parameters” on
page 535).
If you are using the parameters Q60 to Q99 in encoded
OEM cycles, define via MP7251 whether the parameters
are only to be used locally in the OEM cycles (.CYC file), or
may be used globally.
Function group
Soft key
Basic arithmetic (assign, add, subtract, multiply,
divide, square root)