Power source problems – Tweco 400 MST Arc Master User Manual
Page 33
400MST
6
BASIC TROUBLE SHOOTING
6 – 6
5
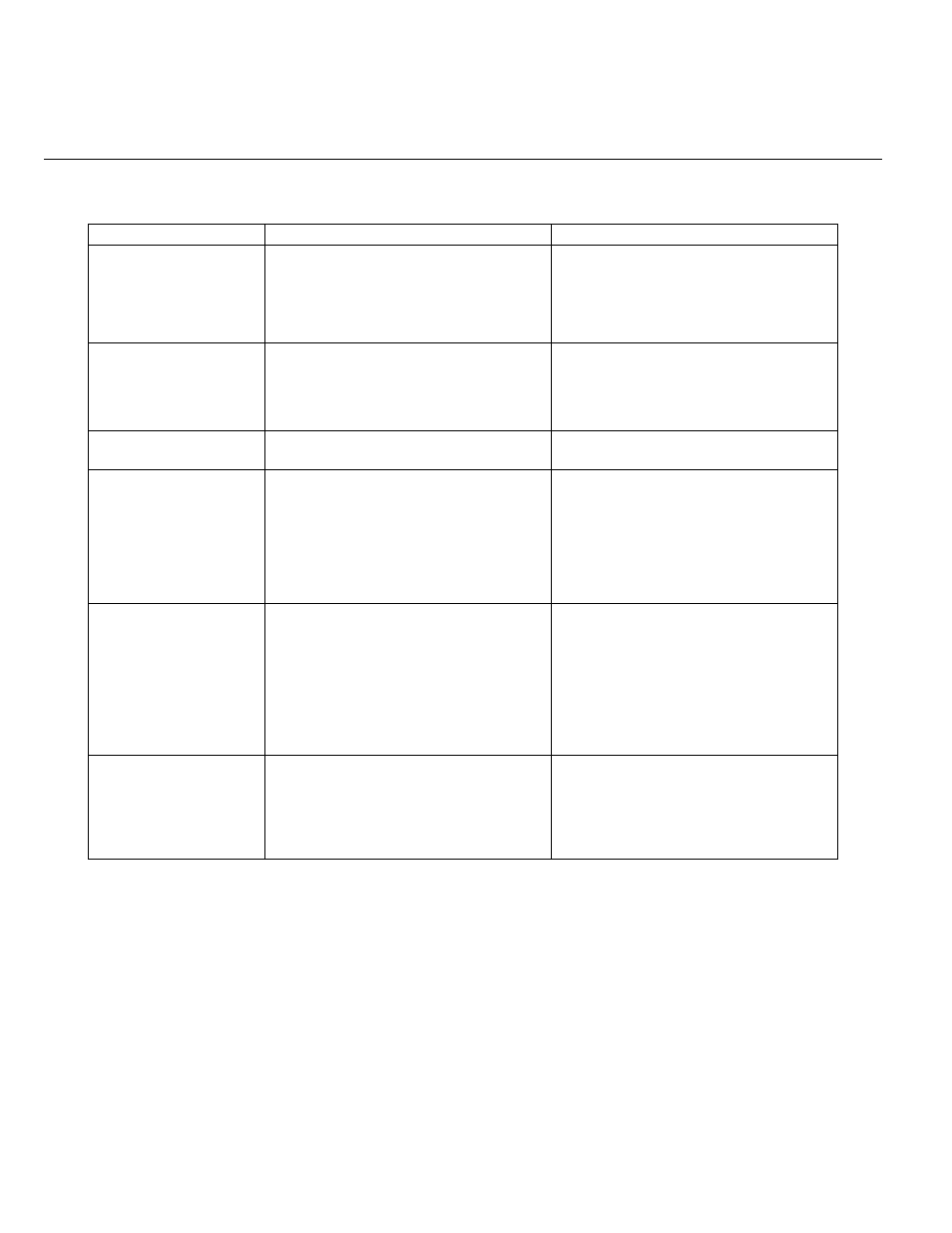
Power Source Problems
Description
Possible Cause
Remedy
1 The welding arc cannot
be established.
A The Primary supply voltage has not been
switched ON.
B The Welding Power Source switch is
switched OFF.
C Loose connections internally.
A Switch ON the Primary supply voltage.
B Switch ON the Welding Power Source.
C Have an Accredited Thermal Arc Service
Agent repair the connection.
2 Maximum output
welding current can not
be achieved with
nominal Mains supply
voltage.
Defective control circuit.
Have an Accredited Thermal Arc Service
Agent inspect then repair the welder.
3 Welding current
reduces when welding.
Poor work lead connection to the work piece. Ensure that the work lead has a positive
electrical connection to the work piece.
4 No gas flow when the
torch trigger switch is
depressed.
A Gas hose is cut.
B Gas passage contains impurities.
C Gas regulator turned off.
D Torch trigger switch lead is disconnected
or switch/cable is faulty.
A Replace gas hose.
B Disconnect gas hose from the rear of
Power Source then raise gas pressure
and blow out impurities.
C Turn gas regulator on.
D Reconnect lead or repair faulty switch/
cable.
5 Gas flow won't shut off. A Weld Mode (STD, SLOPE, REPEAT or
SPOT) was changed before POST-FLOW
gas time had finished.
B Gas valve is faulty.
C Gas valve jammed open.
D POST-FLOW control is set to 60 sec.
A Strike an arc to complete the weld cycle.
OR Switch machine off then on to reset
solenoid valve sequence.
B Have an Accredited Thermal Arc Service
Agent replace gas valve.
C Have an Accredited Thermal Arc Service
Agent repair or replace gas valve.
D Reduce POST-FLOW time.
6 The TIG electrode has
been contaminated due
to the gas flow shutting
off before the
programmed POST-
FLOW time has elapse.
The Weld Process Mode (STICK, HF TIG or
LIFT TIG) was changed before POST-FLOW
gas time had finished.
Do not change Weld Process Mode before
the POST-FLOW gas time had finished.