Operator controls, 400mst controls – Tweco 400 MST Arc Master User Manual
Page 20
3
OPERATOR CONTROLS
3 – 1
OPERATOR CONTROLS
1
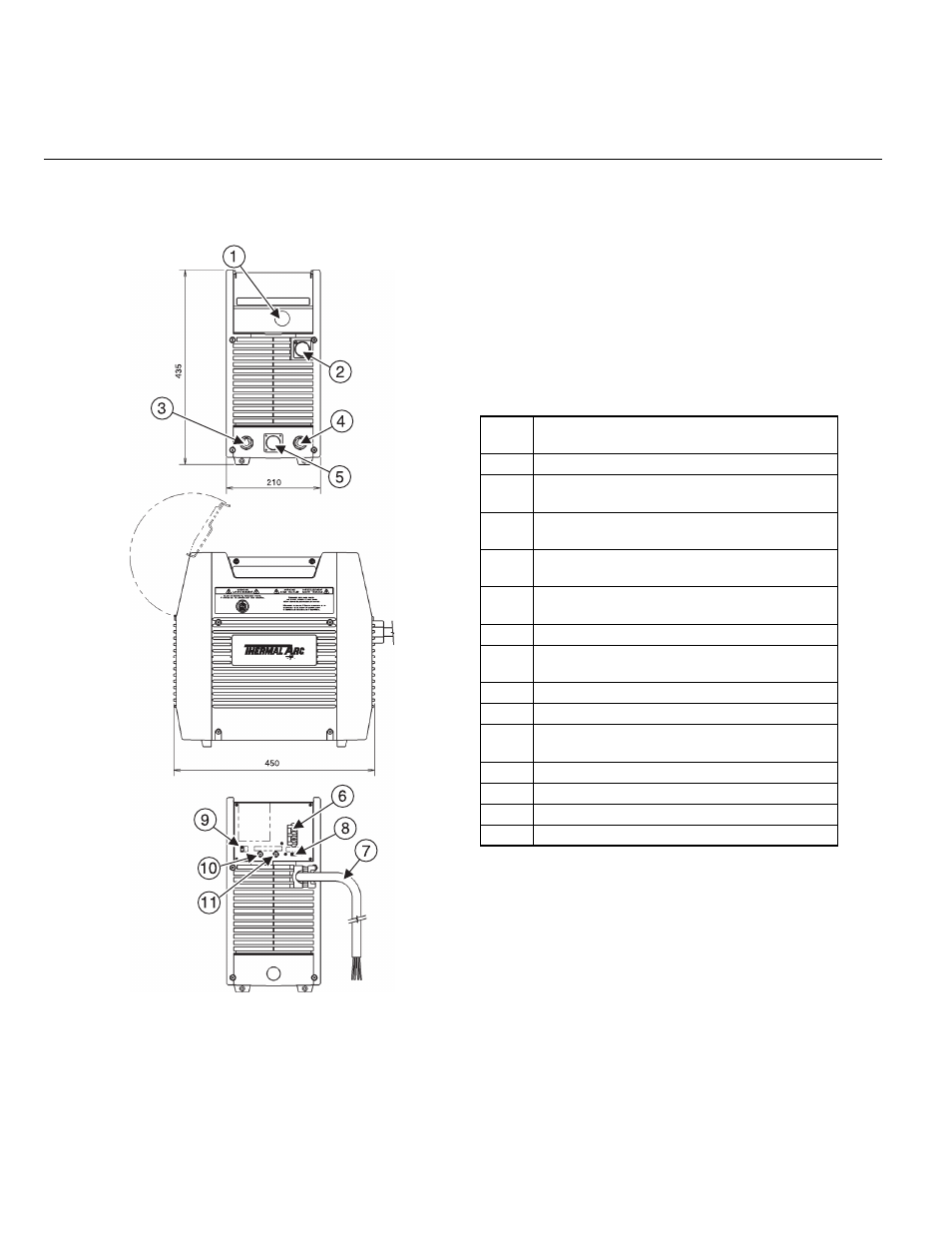
400MST Controls
Figure 3-1: 400MST Power Source
1. Control Knob
This control sets the selected weld parameter,
rotating it clockwise increases the parameter
and is indicated on the digital meter. Pushing
the knob in previews the actual welding volt-
age while welding.
2. Remote Control Socket
The 14 pin Remote Control Socket is used to
connect remote current control devices to the
welding Power Source. To make connections,
align keyway, insert plug, and rotate threaded
collar fully clockwise.
3. Positive Terminal
Welding current flows from the Power Source
via heavy duty Dinse type terminal. It is essen-
tial, however, that the male plug is inserted and
turned securely to achieve a sound electrical
connection.
4. Negative Terminal
Welding current flows from the Power Source
via heavy duty Dinse type terminal. It is essen-
tial, however, that the male plug is inserted and
turned securely to achieve a sound electrical
connection.
Socket
Pin
Function
A
24VAC auxiliary high side.
B
Input to energize solid state contactor (Contact
closure between pin A and pin B).
C
5k ohm (maximum) connection to 5k ohm
remote control potentiometer.
D
Zero ohm (minimum) connection to 5k ohm
remote control potentiometer.
E
Wiper arm connection to 5k ohm remote control
potentiometer.
F
Current feedback Ifb = 100Amps/Volt
G
24/115 VAC circuit common, also connected to
chassis.
H
Voltage Feedback Vfb = 10 Arc Volts/Volt
I
115 VAC auxiliary high side.
J
115 VAC input to energize solid state contactor
(Contact closure between pin I and pin J).
K
Chassis ground.
L
Not used.
M
Current Detect.
N
Current Detect.