Mig welding problems – Tweco 400 MST Arc Master User Manual
Page 29
400MST
6
BASIC TROUBLE SHOOTING
6 – 2
Wire debris is fed into the liner where it
accumulates thus reducing wire feedability.
6. Incorrect or worn contact tip.
The contact tip transfers the weld current to
the electrode wire. If the hole in the contact
tip is to large then arcing may occur inside
the contact tip resulting in the electrode wire
jamming in the contact tip.
When using soft electrode wire such as alu-
minium it may become jammed in the con-
tact tip due to expansion of the wire when
heated. A contact tip designed for soft elec-
trode wires should be used.
7. Poor work lead contact to work piece.
If the work lead has a poor electrical contact
to the work piece then the connection point
will heat up and result in a reduction of
power at the arc.
8. Bent liner.
This will cause friction between the wire and
the liner thus reducing wire feedability.
2
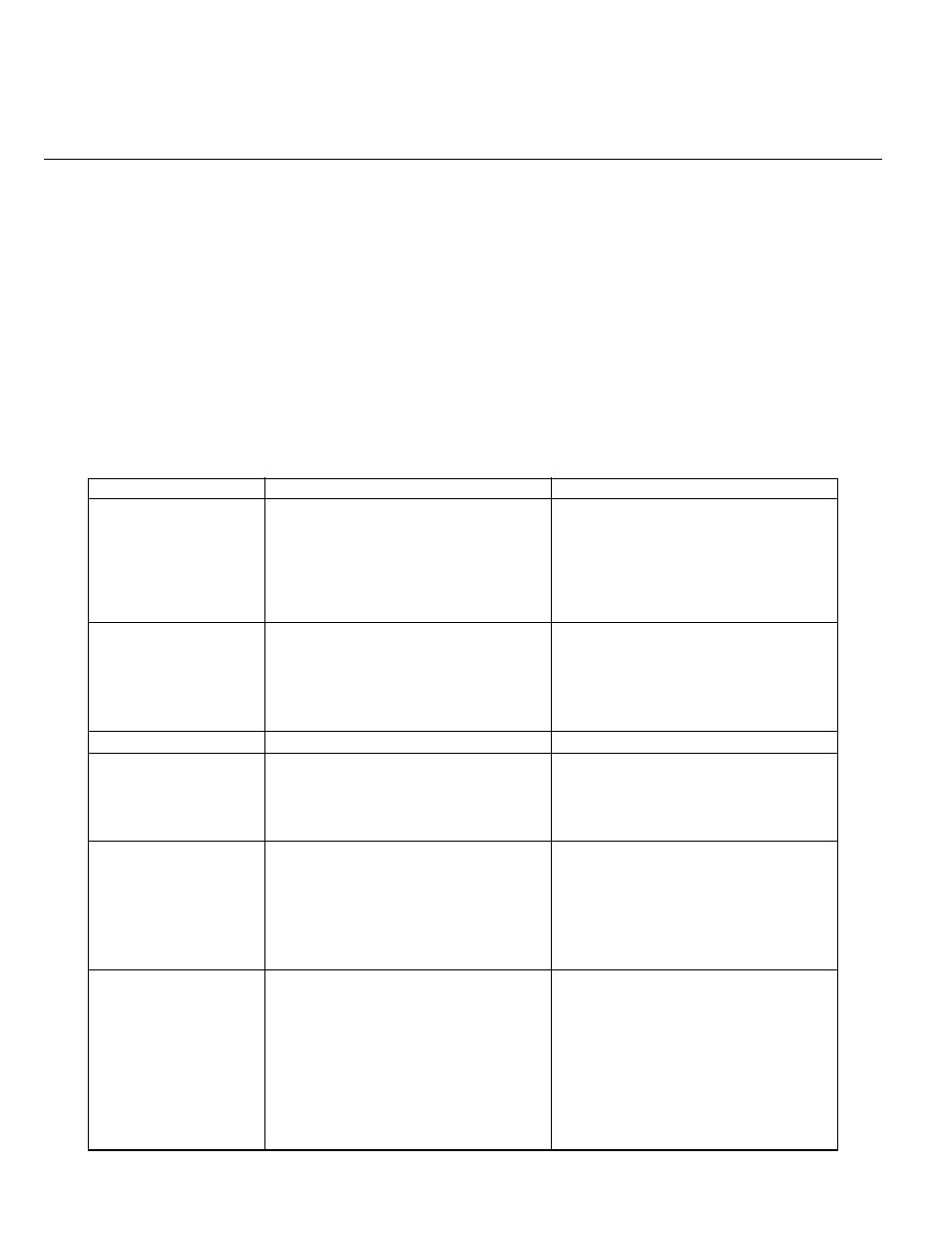
MIG Welding Problems
Description
Possible Cause
Remedy
1 Undercut.
A Welding arc voltage too high.
B Incorrect torch angle.
C Excessive heat input.
A Reduce WELD (V) control or increase the
wire feed speed.
B Adjust angle.
C Increase the torch travel speed and/or
reduce welding current by reducing the
WELD (V) control or reducing the wire
feed speed.
2 Lack of penetration.
A Welding current too low.
B Joint preparation too narrow or gap too
tight.
C Shielding gas incorrect.
A Increase welding current by increasing
wire feed speed and increasing WELD
(V) control.
B Increase joint angle or gap.
C Change to a gas which gives higher
penetration.
3 Lack of fusion.
Voltage too low.
Increase WELD (V) control.
4 Excessive spatter.
A Voltage too high.
B Voltage too low.
A Lower the voltage by reducing the WELD
(V) control or increase wirespeed control.
B Raise the voltage by increasing the
WELD (V) control or reduce wirespeed
control.
5 Irregular weld shape.
A Incorrect voltage and current settings.
Convex, voltage too low. Concave,
voltage too high.
B Wire is wandering.
C Incorrect shielding gas.
D Insufficient or excessive heat input.
A Adjust voltage and current by adjusting
the WELD (V) control and the wirespeed
control.
B Replace contact tip.
C Check shielding gas.
D Adjust the wirespeed control or the
voltage selection switches.
6 Weld cracking.
A Weld beads too small.
B Weld penetration narrow and deep.
C Excessive weld stresses.
D Excessive voltage.
E Cooling rate too fast.
A Decrease travel speed.
B Reduce current and voltage and increase
MIG torch travel speed or select a lower
penetration shielding gas.
C Increase weld metal strength or revise
design.
D Decrease voltage by reducing the WELD
(V) control.
E Slow the cooling rate by preheating part
to be welded or cool slowly.