06 operational suggestions, Operation pak 200 – Tweco Pak 200 User Manual
Page 49
OPERATION
PAK 200
Manual 0-5057 4-5 OPERATION
times; the status code is 4-3. After a 4-second delay,
the lamp repeats the sequence until the condition is
corrected.
Some conditions can be active indefi nitely, while others
are momentary. The power supply latches momentary
conditions; some momentary errors can shut down
the system. The lamp may show multiple conditions
in sequence; it is important to recognize all possible
conditions that may be displayed. The Error Code sec-
tion provides explanations of status codes.
4. Place RUN/SET switch to SET mode.
a. Gases fl ow to set pressures.
5. Place RUN/SET switch to RUN mode.
a. Gas fl ow stops.
6. Move torch within transfer distance of work piece.
7. Protect eyes and start torch.
a. Power supply enabled. DC lamp turns ON.
b. Gas pre-fl ows starts.
8. Wait for gas pre-fl ow to complete:
a. Pilot arc is established.
9. Main arc transfers to the workpiece.
a. Pilot arc shuts OFF.
10. Complete cutting operation.
11. Stop the torch.
a. Main arc stops.
12. Gas will fl ow briefl y (‘post-fl ow’).
a. Gas solenoid closes; gas fl ow stops:
13. Set the ON/OFF power switch on the front panel of
the unit to OFF.
a. AC Power lamp turns OFF.
b. Fan and pump turn OFF.
14. Place the main power disconnect to open.
a. Main AC power is removed from the system.
4.06 Operational
Suggestions
1. Wait fi ve minutes before setting the ON/OFF switch
to OFF after operation. This allows the cooling fan
to run to dissipate operating heat from the power
supply.
2. For maximum parts life, do not operate the pilot arc
any longer than necessary.
3. Use care in handling torch leads and protect them
from damage.
WARNING
Frequently review the safety precautions in
"1.02
Important Safety Precautions" on
page 1-1. Disconnect primary power at the
source before assembling or disassembling
power supply, torch parts, or torch and
leads assemblies, or adding coolant. It is not
enough to simply move the ON/OFF switch on
the unit to OFF position when cutting opera-
tions have been completed. Always open the
power supply disconnect switch fi ve minutes
after the last cut is made.
1. Connect system to primary input power.
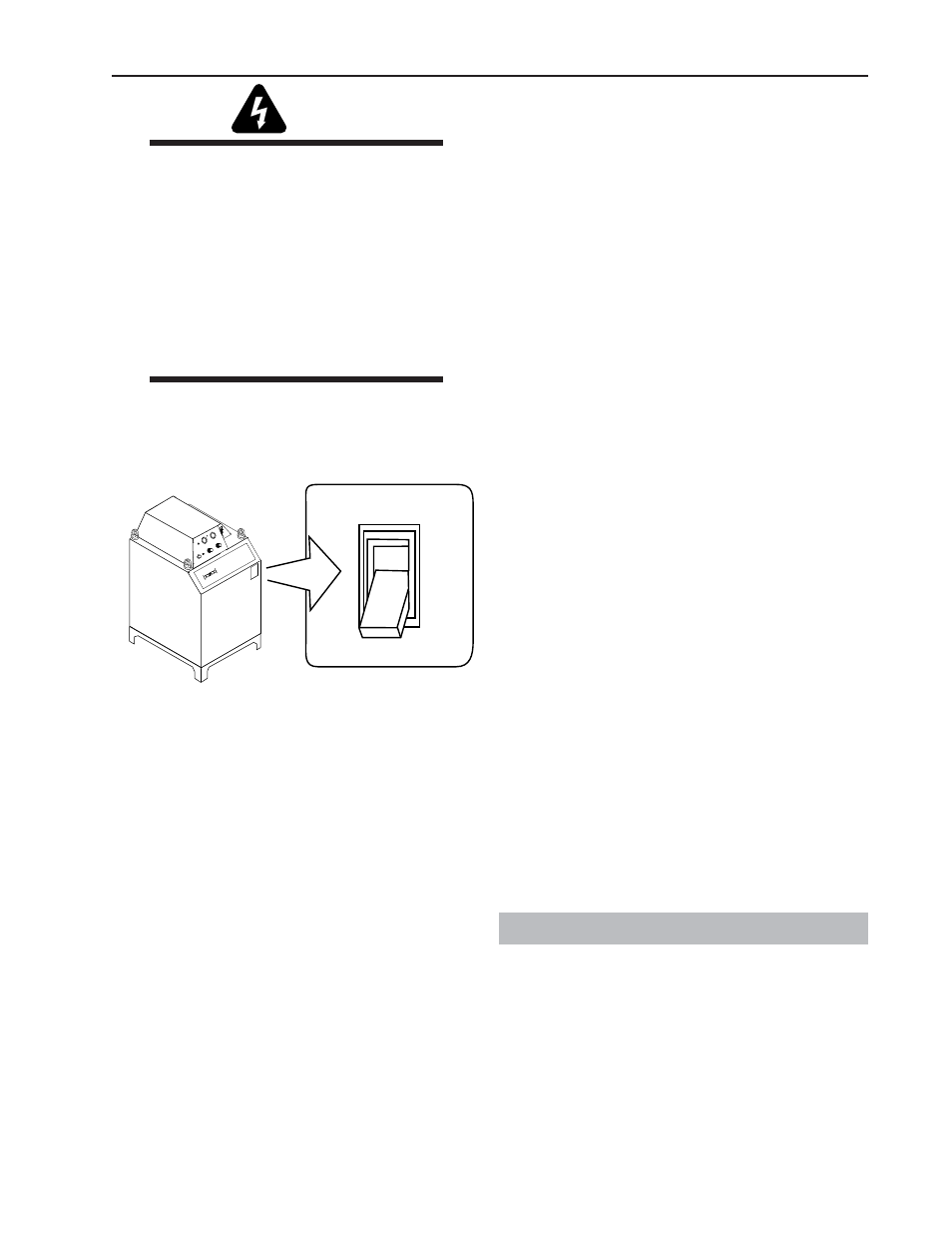
2. Turn ON/OFF switch to ON (up) position. AC Lamp
turns ON. Fan and coolant pump turn on. There is a
start-up purge of gas through the system.
POWER
ON
OFF
O
I
OFF
O
Art # A-04842
Figure 4-7: System Operation
3. Check the AC lamp. If lamp is ON, AC input power is
present in the power supply. Within 4 seconds of the AC
lamp illuminating there will be a series of fl ashes from
the four operation status lamps to show the fi rmware
revision in use. This will be a two part indication. An
example would be two fl ashes followed by a short
pause then four fl ashes then a longer pause. This would
indicate fi rmware revision 2.4. If there is a third group
displayed, it is for Engineering Development only and
not for customer use without written agreement from
Thermadyne. This sequence of AC lamp then fi rmware
revision status will happen at every power up.
Circuitry in the power supply monitors the status of
various conditions. If the circuitry detects a situation
requiring operator attention, the status lamp on the
control panel fl ashes a 2-part code to indicate a code
group and then a particular condition within the group.
After 4 seconds, the sequence repeats.
Example: Lamp fl ashes 4 times; the condition is in
group 4. After a .2 second delay, the lamp blinks 3