04 cut quality, 05 system operation, Pak 200 operation – Tweco Pak 200 User Manual
Page 48
PAK 200
OPERATION
OPERATION 4-4 Manual 0-5057
4.04 Cut
Quality
Cut quality requirements differ depending on application.
For instance, nitride build-up and bevel angle may be ma-
jor factors when the surface will be welded after cutting.
Dross-free cutting is important when fi nish cut quality
is desired to avoid a secondary cleaning operation. Cut
quality will vary on different materials and thicknesses.
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Figure 4-3: Cut Quality 1
Kerf Width
Cut Surface
Bevel Angle
Top Edge
Rounding
Cut Surface
Drag Lines
Dross
Build-Up
Top
Spatter
A-00007
Figure 4-4: Cut Quality 2
Cut Surface
The condition (smooth or rough) of the face of the cut.
Bevel Angle
The angle between the surface of the cut edge and a
plane perpendicular to the surface of the plate. A perfectly
perpendicular cut would result in a 0° bevel angle.
Top-Edge Rounding
Rounding on the top edge of a cut due to wearing from
the initial contact of the plasma arc on the workpiece.
Dross Build-up and Top Spatter
Dross is molten material which is not blown out of the cut
area and re-solidifi es on the plate. Top spatter is dross
which accumulates on the top surface of the workpiece.
Excessive dross may require secondary cleanup opera-
tions after cutting.
Kerf Width
The width of material removed during the cut.
Nitride Build-up
Nitride deposits which may remain on the cut edge of
the carbon steel when nitrogen is present in the plasma
gas stream. Nitride buildups may create diffi culties if the
steel is welded after the cutting process.
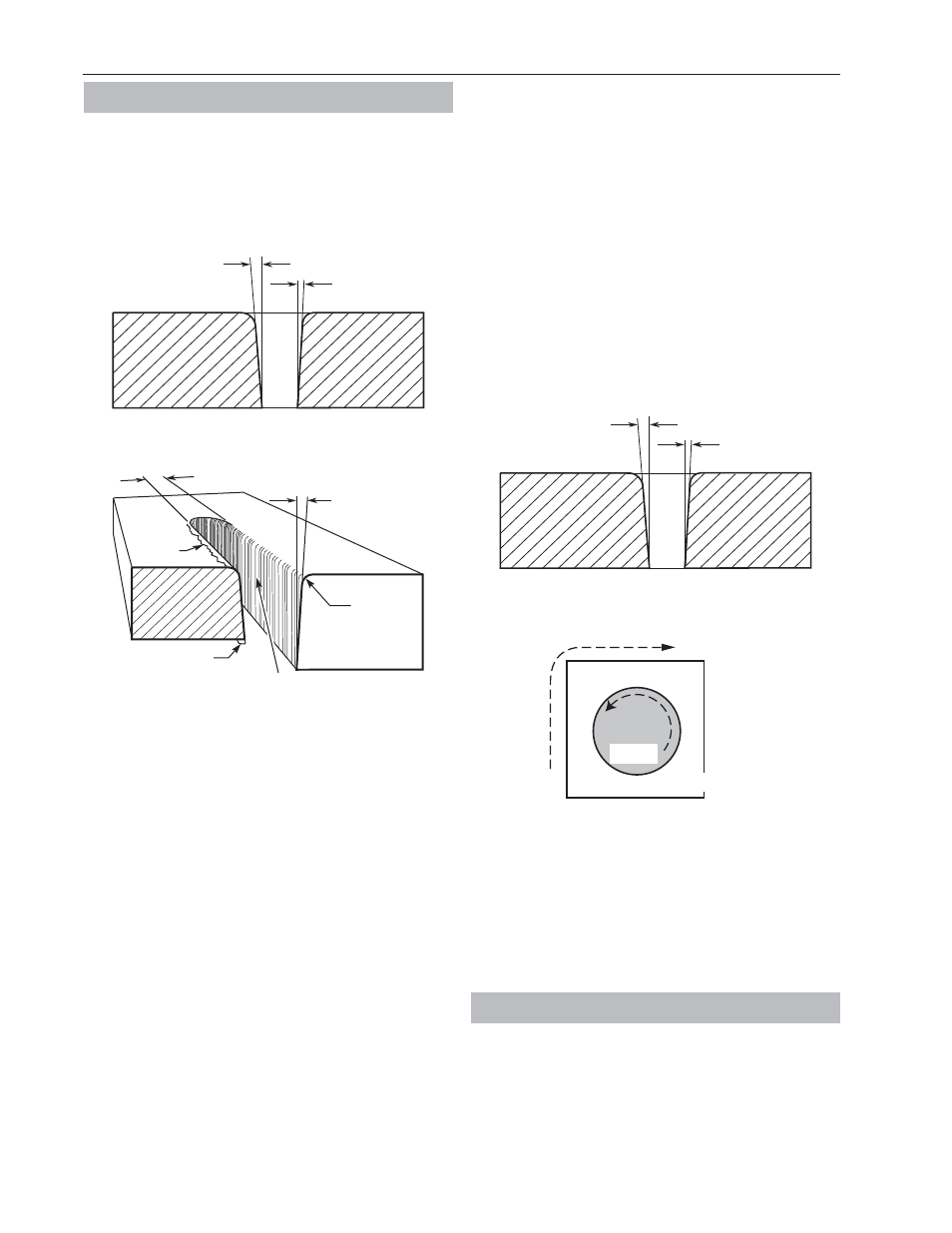
Direction of Cut
The plasma gas stream swirls as it leaves the torch
to maintain a smooth column of gas. This swirl effect
results in one side of a cut being more square than the
other. Viewed along the direction of travel, the right side
of the cut is more square than the left.
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Figure 4-5: Cut Quality 3
Scrap
Clockwise
Counter-
Clockwise
Art # A-04182
Workpiece
Scrap
Figure 4-6: Swirl Effect on Side Characteristics of Cut
To make a square - edged cut along an inside diameter
of a circle, the torch should move counterclockwise
around the circle. To keep the square edge along an
outside diameter cut, the torch should travel in a clock-
wise direction.
4.05 System
Operation
This section contains operating information which is
specifi c to the power supply.