5 tilting the working plane (software option 1), Application, function – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming User Manual
Page 77
HEIDENHAIN iTNC 530
77
2.5 Tilting the W
o
rk
ing Plane (Sof
tw
ar
e Option
1)
2.5 Tilting the Working Plane
(Software Option 1)
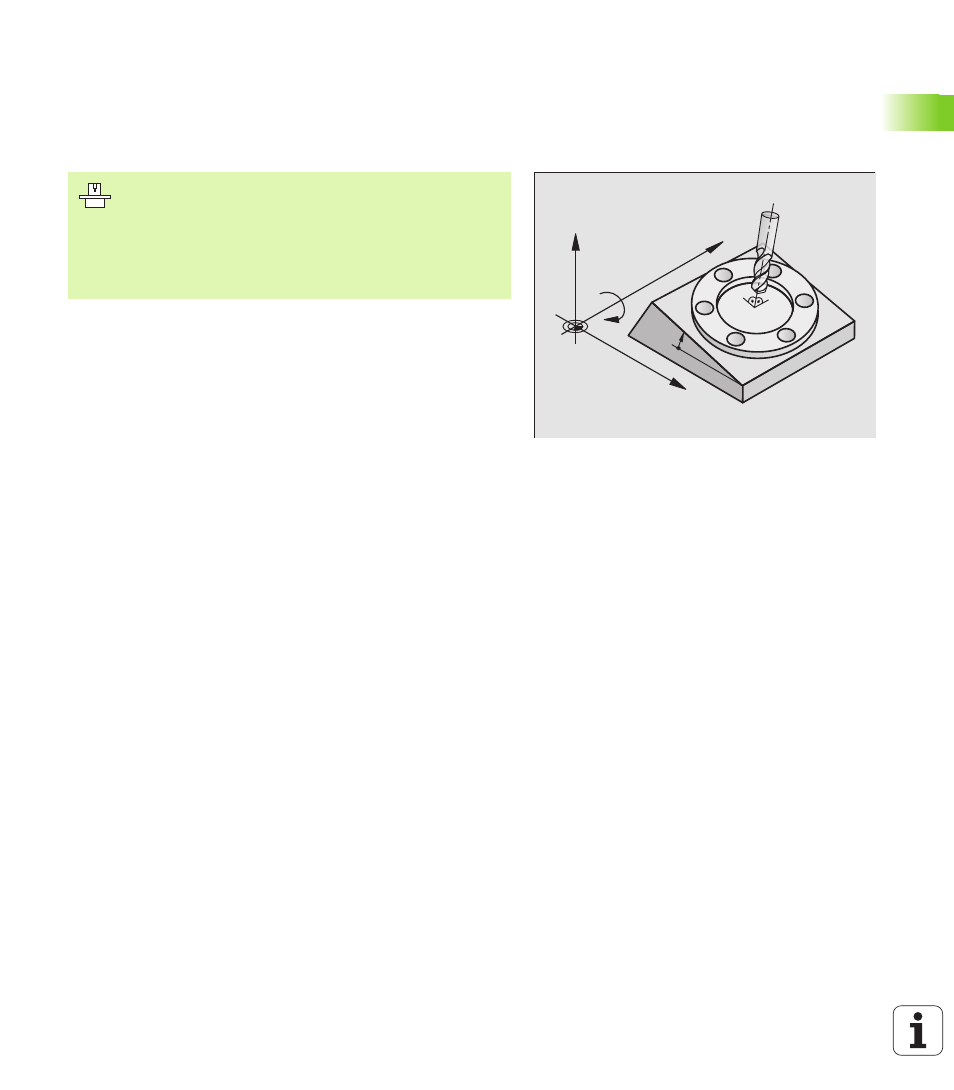
Application, function
The TNC supports the tilting functions on machine tools with swivel
heads and/or tilting tables. Typical applications are, for example,
oblique holes or contours in an oblique plane. The working plane is
always tilted around the active datum. The program is written as usual
in a main plane, such as the X/Y plane, but is executed in a plane that
is tilted relative to the main plane.
There are three functions available for tilting the working plane:
3-D ROT soft key in the Manual Operation mode and Electronic
Handwheel mode, see “Activating manual tilting”, page 81.
Tilting under program control, Cycle 19 WORKING PLANE, in the part
program (see “WORKING PLANE (Cycle G80, software option1)”
on page 430).
Tilting under program control, PLANE function in the part program
(see “The PLANE Function: Tilting the Working Plane
(Software Option 1)” on page 444).
The TNC functions for “tilting the working plane” are coordinate
transformations in which the working plane is always perpendicular to
the direction of the tool axis.
The functions for tilting the working plane are interfaced to
the TNC and the machine tool by the machine tool builder.
With some swivel heads and tilting tables, the machine tool
builder determines whether the entered angles are
interpreted as coordinates of the rotary axes or as angular
components of a tilted plane. Refer to your machine
manual.
X
Z
Y
B
10°