Run 3-d data (cycle g60) – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming User Manual
Page 406
406
8 Programming: Cycles
8.8 Cy
cles f
o
r Multipass Milling
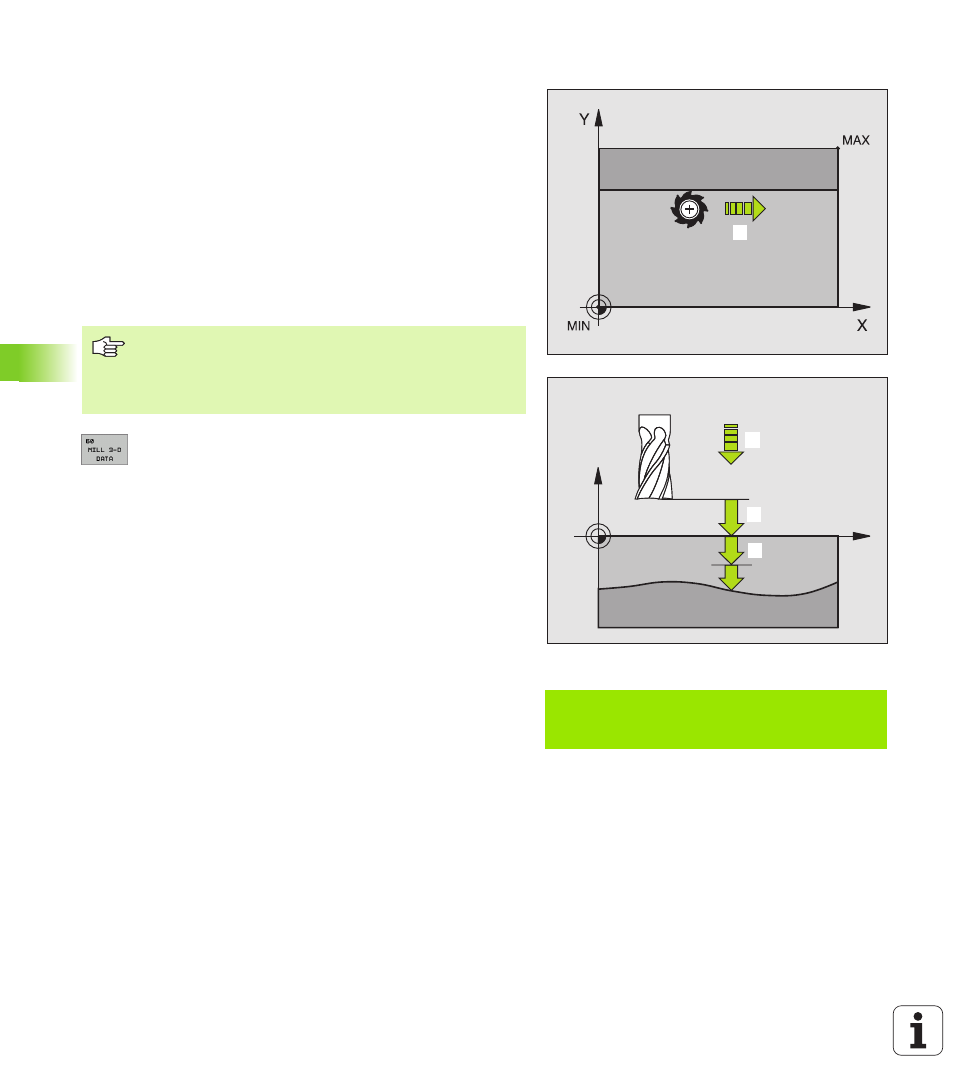
RUN 3-D DATA (Cycle G60)
1
From the current position, the TNC positions the tool in rapid
traverse in the tool axis to the set-up clearance above the MAX
point that you have programmed in the cycle.
2
The tool then moves at rapid traverse in the working plane to the
MIN point you have programmed in the cycle.
3
From this point, the tool advances to the first contour point at the
feed rate for plunging.
4
The TNC subsequently processes all points that are stored in the
3-D data file at the feed rate for milling. If necessary, the TNC
retracts the tool between machining operations to set-up
clearance if specific areas are to be left unmachined.
5
At the end of the cycle, the tool is retracted in rapid traverse to set-
up clearance.
8
PGM Name 3-D data
: Enter the name of the file in which
the data is stored. If the file is not stored in the current
directory, enter the complete path.
8
Min. point of range:
Lowest coordinates (X, Y and Z
coordinates) in the range to be milled.
8
Max. point of range:
Largest coordinates (X, Y and Z
coordinates) in the range to be milled.
8
Set-up clearance
1
(incremental value): Distance
between tool tip and workpiece surface for tool
movements in rapid traverse.
8
Plunging depth
2
(incremental value): Infeed per cut.
8
Feed rate for plunging
3
: Traversing speed of the
tool in mm/min during penetration.
8
Feed rate for milling
4
: Traversing speed of the tool
in mm/min while milling.
8
Miscellaneous function M:
Optional entry of a
miscellaneous function, for example M13.
Example: NC block
N64 G60 P01 BSP.I P01 X+0 P02 Y+0
P03 Z-20 P04 X+100 P05 Y+100 P06 Z+0
P07 2 P08 +5 P09 100 P10 350 M13 *
14
X
Z
11
13
12
Before programming, note the following:
Cycle G60 allows you to run 3-D data using several infeeds
which have been created with an off-line programming
system.