Delta RMC101 User Manual
Page 67
RMC100 Startup
Appendix C: An Example
67
deltamotion.com
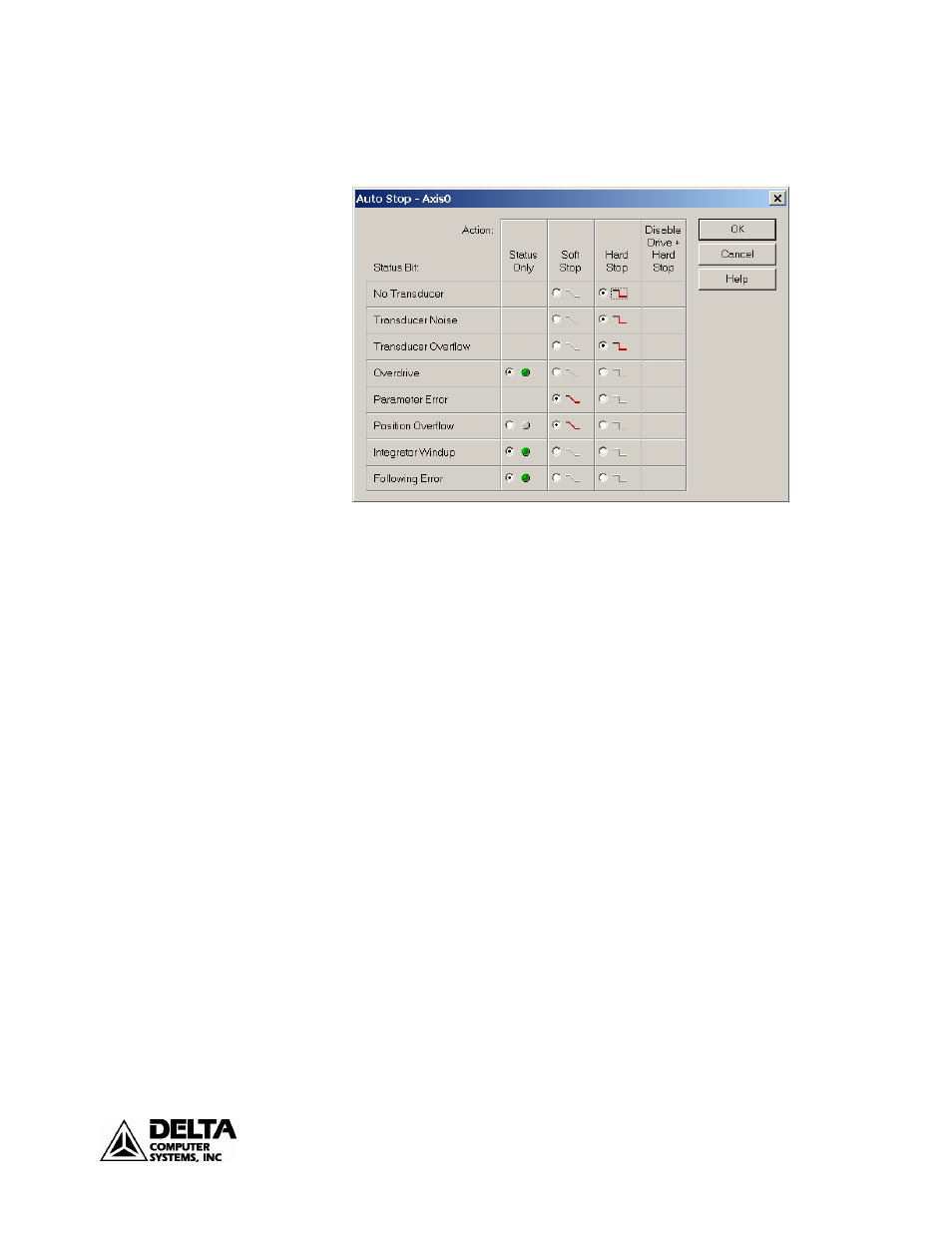
• Now that the system is tuned, it is important to enable any Auto Stops that
were set to Status Only. Double-click the Axis 0 Auto Stop field. The
following window appears:
• On most systems, it is preferable to have any axis errors cause a Soft or
Hard Stop for safety. Additionally, Soft Stops are often desirable because
they slowly stop the axis. A Hard Stop immediately puts the drive output
to 0 volts, which in some cases can cause a sudden (and potentially
dangerous) jerk in the system. Carefully consider your system
requirements before determining how to set the Auto Stop bits. In this
case, it was decided to set all the Auto Stops are set to Soft Stop. This is
done by clicking the Soft Stop button for each Status Bit. Clicking OK
exits the window and issuing a P command initializes the axis with these
parameters.
• TheIn Position, At Pressure, and Following Error parameters should also
be set properly.
− The In Position parameter specifies the size of the window in which
the axis is considered to be in position. Once the axis is in this
window, the In Position bit is turned on. This is useful for
determining whether the axis has reached the commanded position. In
this example, the axis is considered to be in position when it is within
0.050 inches, so the In Position parameter is set to 50.
− The At Pressure parameter is similar to the In Position parameter, but
is for the differential pressure axis. In this example, it is set to 50,
which is 50 lbs.
− The Following Error parameter determines how large the difference
between the Target Position and Actual Position can get before the
Following Error bit is set in the Status word. Normally, this parameter
is set to greater than the worst-case following error to avoid
unnecessarily causing an error. In this example, the Following Error
parameter is set to 250 (0.25 in.).