Transmig 250i basic welding – Tweco 250i Transmig Inverter User Manual
Page 68
TRANSMIG 250I
BASIC WELDING
BASIC WELDING
4-12
Manual 0-5187
Art # A-07702
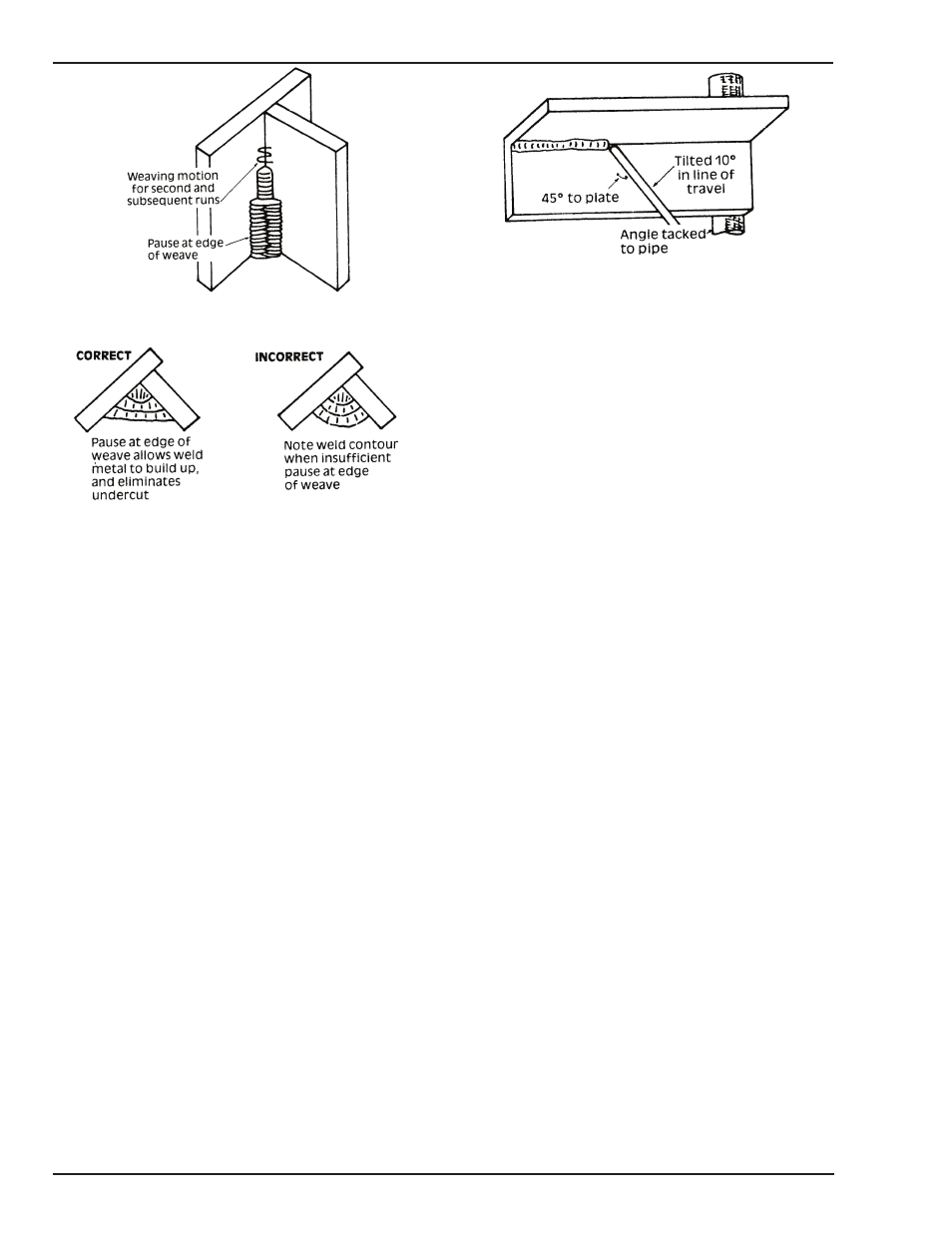
Figure 4-26: Multi Run Vertical Fillet Weld
Art # A-07703
Figure 4-27: Examples of Vertical Fillet Welds
2. Vertical Down
The Ferrocraft 21 electrode makes welding in this
position particularly easy. Use a 3.2mm electrode
at 100 amps. The tip of the electrode is held in light
contact with the work and the speed of downward
travel is regulated so that the tip of the electrode
just keeps ahead of the slag. The electrode should
point upwards at an angle of about 45º.
3. Overhead Welds
Apart from the rather awkward position necessary,
overhead welding is not much more difficult that
downhand welding. Set up a specimen for over-
head welding by first tacking a length of angle
iron at right angles to another piece of angle iron
or a length of waste pipe. Then tack this to the
work bench or hold in a vice so that the specimen
is positioned in the overhead position as shown
in the sketch. The electrode is held at 45º to the
horizontal and tilted 10º in the line of travel (Figure
4-28). The tip of the electrode may be touched
lightly on the metal, which helps to give a steady
run. A weave technique is not advisable for over-
head fillet welds. Use a 3.2mm Ferrocraft 12XP
electrode at 100 amps, and deposit the first run
by simply drawing the electrode along at a steady
rate. You will notice that the weld deposit is rather
convex, due to the effect of gravity before the
metal freezes.
Art # A-07704
Figure 4-28: Overhead Fillet Weld
Distortion
Distortion in some degree is present in all forms of
welding. In many cases it is so small that it is barely
perceptible, but in other cases allowance has to be made
before welding commences for the distortion that will
subsequently occur. The study of distortion is so complex
that only a brief outline can be attempted hear.
The Cause of Distortion
Distortion is caused by:
A. Contraction of Weld Metal:
Molten steel shrinks approximately 11 per cent in
volume on cooling to room temperature. This means
that a cube of molten metal would contract approxi-
mately 2.2 per cent in each of its three dimensions.
In a welded joint, the metal becomes attached to the
side of the joint and cannot contract freely. Therefore,
cooling causes the weld metal to flow plastically, that
is, the weld itself has to stretch if it is to overcome
the effect of shrinking volume and still be attached
to the edge of the joint. If the restraint is very great,
as, for example, in a heavy section of plate, the weld
metal may crack. Even in cases where the weld
metal does not crack, there will still remain stresses
"Locked-up" in the structure. If the joint material is
relatively weak, for example, a butt joint in 2.0mm
sheet, the contracting weld metal may cause the sheet
to become distorted.
B. Expansion and Contraction of Parent Metal in
the Fusion Zone:
While welding is proceeding, a relatively small
volume of the adjacent plate material is heated to a
very high temperature and attempts to expand in all
directions. It is able to do this freely at right angles
to the surface of the plate (i.e., "through the weld",
but when it attempts to expand "across the weld" or
"along the weld", it meets considerable resistance, and
to fulfil the desire for continued expansion, it has to
deform plastically, that is, the metal adjacent to the