Installation/setup transmig 250i – Tweco 250i Transmig Inverter User Manual
Page 51
INSTALLATION/SETUP
TRANSMIG 250i
Manual 0-5187
3-33 INSTALLATION/SETUP
11. Refer to the Weld Guide located on the inside of the wire feed compartment door for further information on
Voltage/Wirespeed settings.
WARNING
Before connecting the work clamp to the work make sure the mains power supply is switched OFF.
Secure the welding grade shielding gas cylinder in an upright position by chaining it to a suitable stationary
support to prevent falling or tipping.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused in the
terminal.
Remove any packaging material prior to use. DO NOT block the air vents at the front or rear of the Welding
Power Source.
NOTE
Depending on the type of wire you will be using the MIG Torch polarity may need to be switched. Follow
the wire manufacturers recommendation.
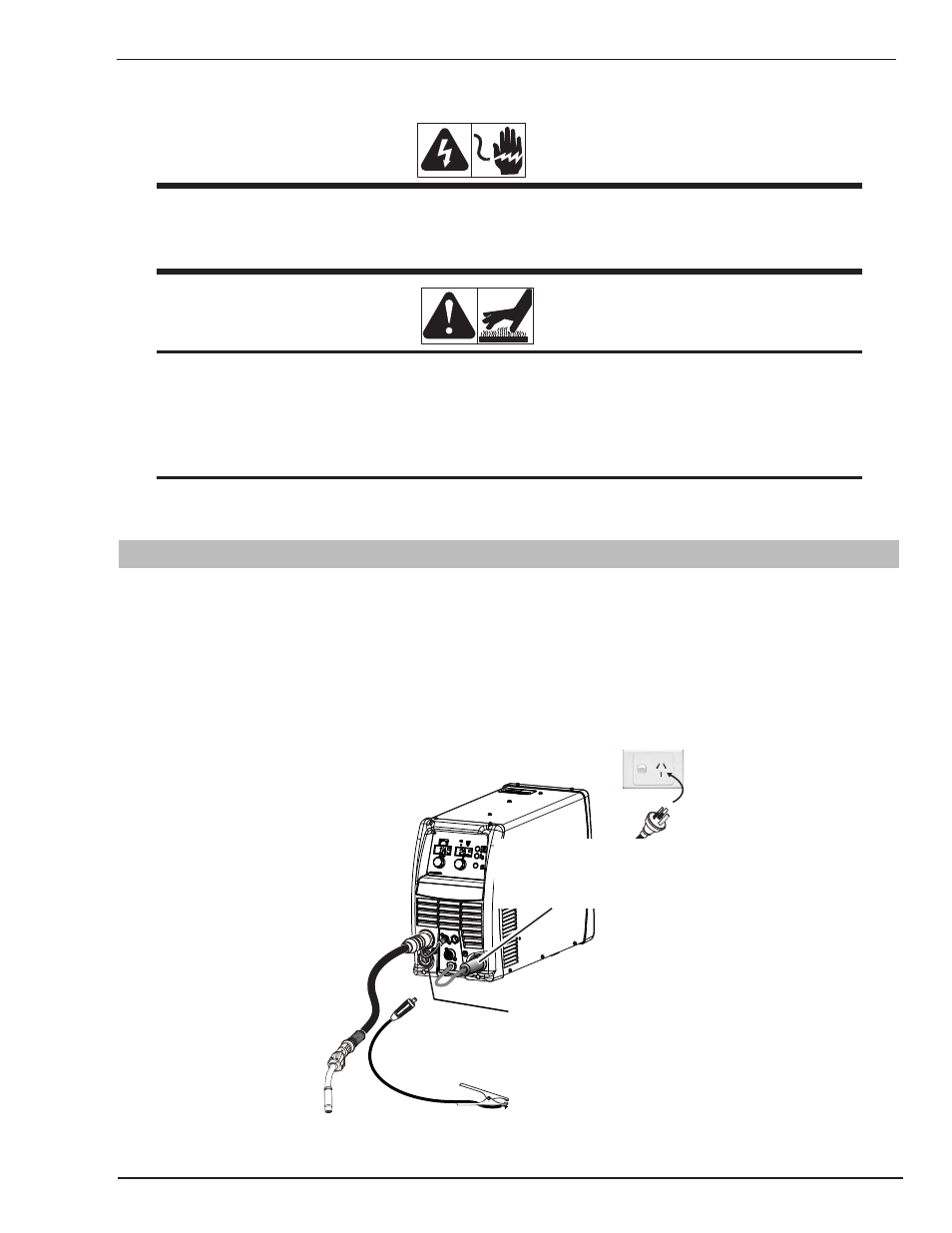
3.24 Set-up for MIG (FCAW) Welding with Gasless MIG Wire
The Transmig 250i is supplied with a Tweco Fusion 250 AMP air-cooled MIG Torch. The Fusion MIG Torch is designed
with an ergonomic handle and fewer parts to cause performance problems. The Fusion MIG Torch uses standard
readily available Tweco consumable parts.
When using a gasless flux cored wire, you do not need to have an external gas source attached to the unit. If one is,
then make sure it is turned OFF.
For most Self Shielded Flux Cored Wire, connect the Work Lead to the positive + terminal and connect the MIG Torch
polarity lead to the negative - terminal.
Art # A-10283
+
-
Connect MIG Torch Polarity
Terminal to -/Negative
(Dinse
®
type 50mm)
Positive Output
Terminal
(Dinse
®
type 50mm)
Figure 3-30: MIG Torch Polarity Negative