Transmig 250i basic welding – Tweco 250i Transmig Inverter User Manual
Page 66
TRANSMIG 250I
BASIC WELDING
BASIC WELDING
4-10
Manual 0-5187
Striking the Arc
Practice this on a piece of scrap plate before going on to
more exacting work. You may at first experience difficulty
due to the tip of the electrode "sticking" to the work piece.
This is caused by making too heavy a contact with the
work and failing to withdraw the electrode quickly enough.
A low amperage will accentuate it. This freezing-on of the
tip may be overcome by scratching the electrode along
the plate surface in the same way as a match is struck.
As soon as the arc is established, maintain a 1.6mm to
3.2mm gap between the burning electrode end and the
parent metal. Draw the electrode slowly along as it melts
down.
Another difficulty you may meet is the tendency, after the
arc is struck, to withdraw the electrode so far that the arc
is broken again. A little practice will soon remedy both
of these faults.
Art # A-10348
20°
1.6 mm
Figure 4-20: Striking an Arc
Arc Length
The securing of an arc length necessary to produce a neat
weld soon becomes almost automatic. You will find that a
long arc produces more heat. A very long arc produces a
crackling or spluttering noise and the weld metal comes
across in large, irregular blobs. The weld bead is flattened
and spatter increases. A short arc is essential if a high
quality weld is to be obtained although if it is too short
there is the danger of it being blanketed by slag and the
electrode tip being solidified in. If this should happen, give
the electrode a quick twist back over the weld to detach it.
Contact or "touch-weld" electrodes such as Ferrocraft 21
do not stick in this way, and make welding much easier.
Rate of Travel
After the arc is struck, your next concern is to maintain
it, and this requires moving the electrode tip towards the
molten pool at the same rate as it is melting away. At the
same time, the electrode has to move along the plate to
form a bead. The electrode is directed at the weld pool at
about 20º from the vertical. The rate of travel has to be
adjusted so that a well-formed bead is produced.
If the travel is too fast, the bead will be narrow and strung
out and may even be broken up into individual globules.
If the travel is too slow, the weld metal piles up and the
bead will be too large.
Making Welded Joints
Having attained some skill in the handling of an electrode,
you will be ready to go on to make up welded joints.
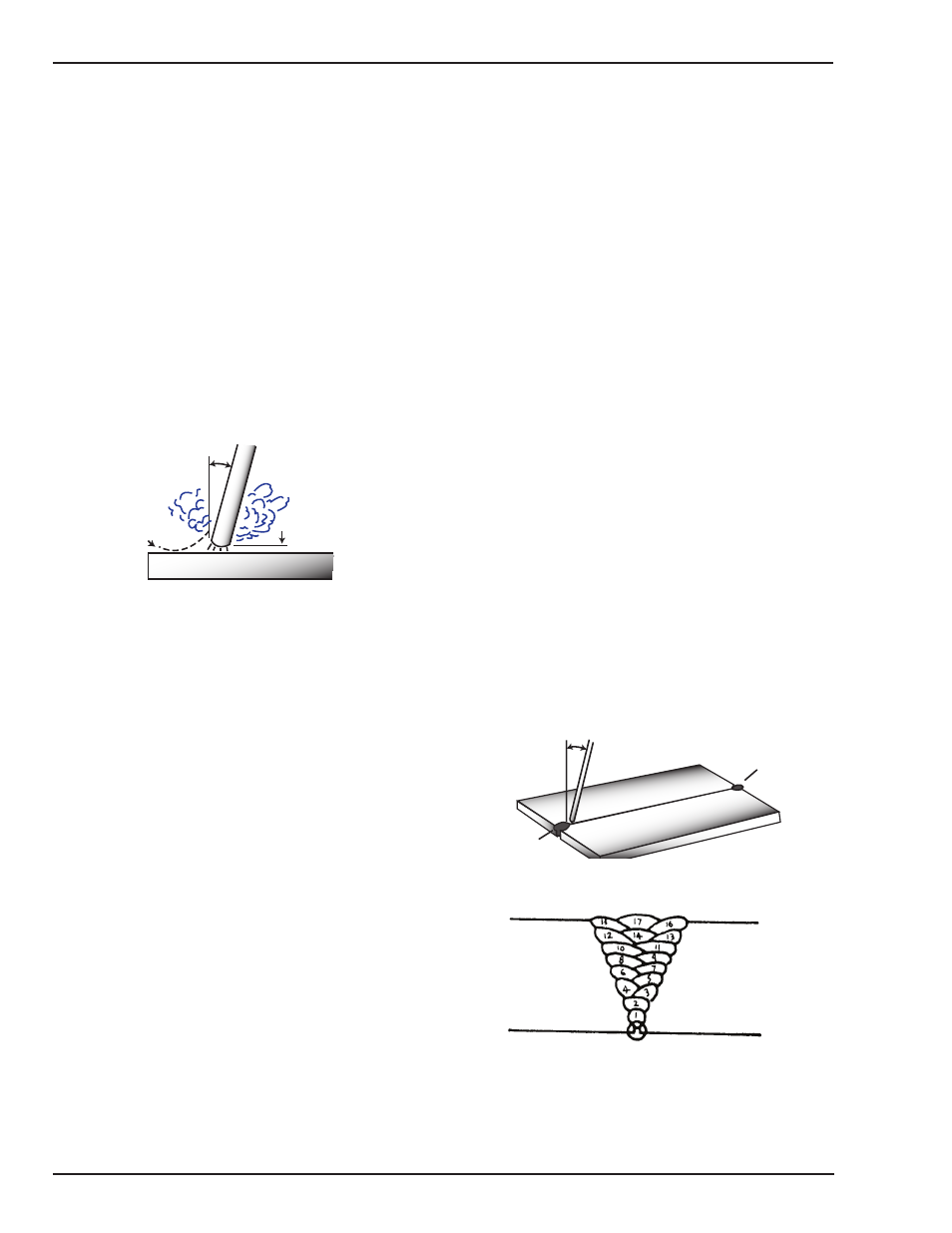
A. Butt Welds
Set up two plates with their edges parallel, as shown in
Figure 4-21, allowing 1.6mm to 2.4mm gap between
them and tack weld at both ends. This is to prevent
contraction stresses from the cooling weld metal
pulling the plates out of alignment. Plates thicker
than 6.0mm should have their mating edges bevelled
to form a 70º to 90º included angle. This allows full
penetration of the weld metal to the root. Using a
3.2mm Ferrocraft 21 electrode at 100 amps, deposit
a run of weld metal on the bottom of the joint.
Do not weave the electrode, but maintain a steady
rate of travel along the joint sufficient to produce a
well-formed bead. At first you may notice a tendency
for undercut to form, but keeping the arc length short,
the angle of the electrode at about 20º from vertical,
and the rate of travel not too fast, will help eliminate
this. The electrode needs to be moved along fast
enough to prevent the slag pool from getting ahead
of the arc. To complete the joint in thin plate, turn the
job over, clean the slag out of the back and deposit
a similar weld.
Art # A-07697_AB
Tack Weld
20°-30°
Electrode
Tack Weld
Figure 4-21: Butt Weld
Art # A-07698
Figure 4-22: Weld Build up Sequence