05 smart, pulse or twinpulse gmaw welding, 06 conventional manual gmaw/fcaw welding, 06 conventional manual gmaw/ fcaw welding – Tweco 500SP PowerMaster Automation User Manual
Page 66
POWERMASTER 400SP, 500SP AUTOMATION
6-6
March 16, 2007
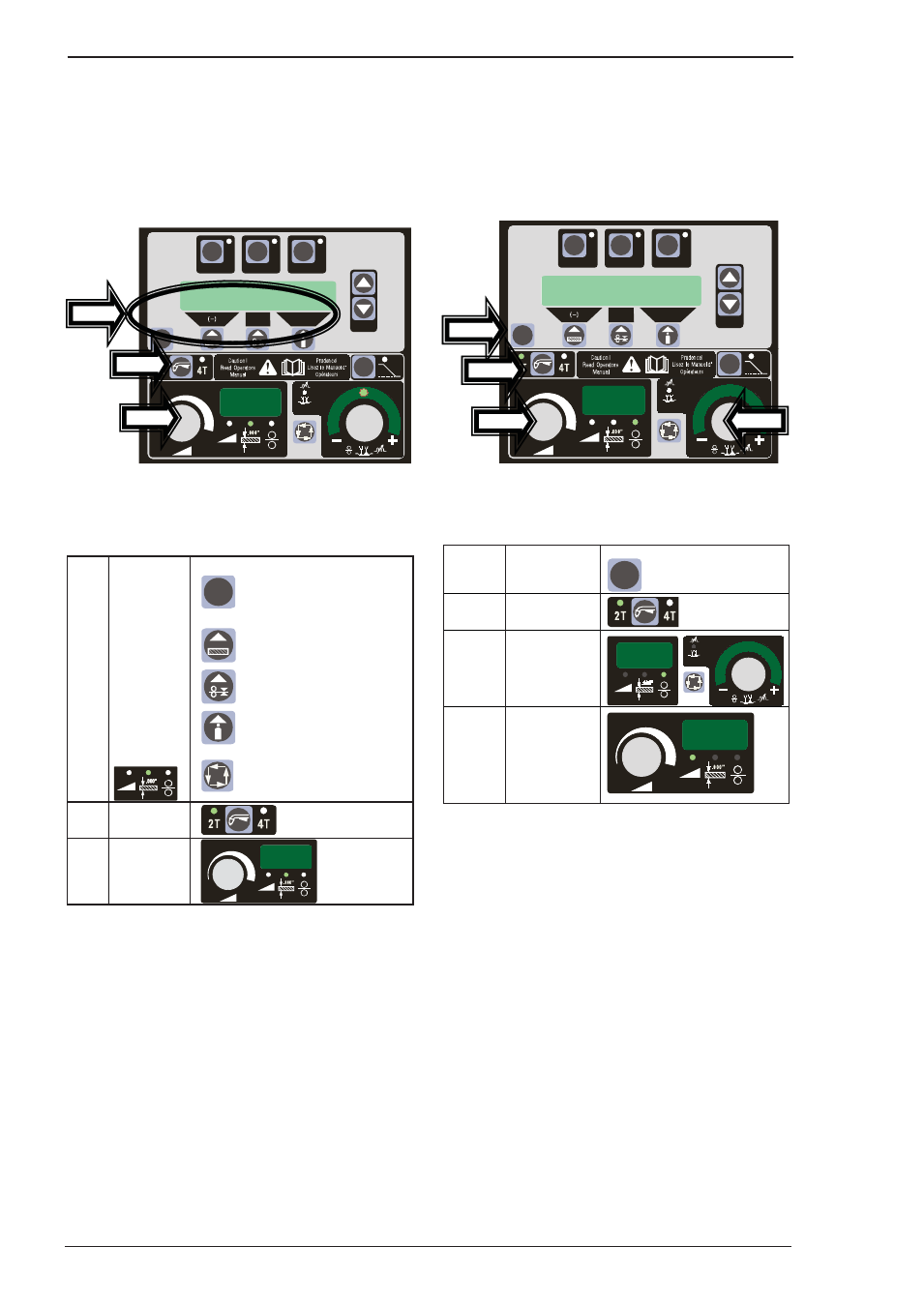
6.05 Smart, Pulse or TwinPulse
GMAW Welding
The following instructions explain how to set up for
Smart GMAW or Pulse GMAW or TwinPulse welding.
TT
S ave
TT S auver
Enter
Entrer
Tiptronic
(END)
(FIN)
(+ )
TT
Enter
TT Entrer
Process
Processes
Pulse GMAW
S/S 316
.035
98/2
250
A
B
C
Art # A-07867
A Set
Process
Process
Processes
SmartGMAW =
One knob control non-pulse
welding
PulseGMAW =
One knob control pulse
welding
TwinPulse =
One knob control twin pulse
welding
Wire type
Eg. Stainless Steel 316
Wire size
Eg. .035 in diameter
Shielding gas
Eg. 98% Argon / 2% CO2
Thickness
Press button to select material thickness
B Set
Torch trigger
operation
2T = Normal Operation
4T = Trigger Latch
C Set
Base material
thickness
250
Use left hand knob to dial
up base material thickness
Eg. 250 = 0.250” (1/4”)
Art # A-07871
6.06 Conventional Manual GMAW/
FCAW Welding
The following instructions explain how to set up for
conventional manual GMAW welding.
TT
S ave
TT S auver
Enter
Entrer
Tiptronic
(END)
(FIN)
(+ )
TT
Enter
TT Entrer
Process
Processes
Manual GMAW
197
A
B
D
C
Art A-07868
A Set
Process
Process
Processes
To Manual GMAW
B Set
Torch trigger
operation
2T = Normal Operation OR
4T = Trigger Latch
C Adjust
Wirefeed
speed knob to
the desired
IPM
197
D Adjust
Arc voltage
knob to the
desire arc
voltage
17.0
C
Art # A-07870
\