Section 6: manual gmaw welding, 01 types of weld transfer modes, Section 6 – Tweco 500SP PowerMaster Automation User Manual
Page 61: Manual gmaw welding -1, 01 types of weld transfer modes -1
POWERMASTER 400SP, 500SP AUTOMATION
March 16, 2007
6-1
SECTION 6:
MANUAL GMAW WELDING
6.01 Types of Weld Transfer Modes
A. Dip transfer mode (short circuit arc)
This type of arc is especially suitable for thin materials
and positional welding due to a relative cool welding
pool welded with very short arc, low arc voltage and
low current. The surface tension of the welding pool
helps to draw the drop into the bath and to reignite
the arc. This cycle is repeated again and again so the
short circuit and the arcing period are constantly
alternating.
NOTE
The transition from the short circuit to
spray arc depends on the wire diameter
and the gas mixture.
B. Transitional arc
The transitional arc is especially suitable for medium
thickness sheet metals and for vertical-down welding.
The transfer of the electrode to the workpiece takes
place partly in short circuit and in free flight. Due to
fewer short circuits, the welding pool is hotter than
at the short circuit arc. Welding with transitional arc
provides higher electrode melt rate and is more
economic than welding at short circuit arc.
C. Long arc
Long arcs are typically at a higher ampere range under
carbon dioxide and gases with a high CO2 content. It
is not particularly suitable for positional welding. In
this type of arc large drops are formed which falls
into the welding pool mainly by force of gravity. This
results in occasionally short circuits occurring, which
increases the current at the moment of the short
circuit and high spatter levels when the arc is reignited.
D. Spray arc
The spray arc is not suitable for positional welding,
due to the extremely liquid nature of the welding pool.
The spraying arc forms by welding at the higher range
of ampere using inert gas or mixtures with high argon
content. The most typical characteristic of the spray
arc is the transfer of extremely fine molten metal
droplets across the arc.
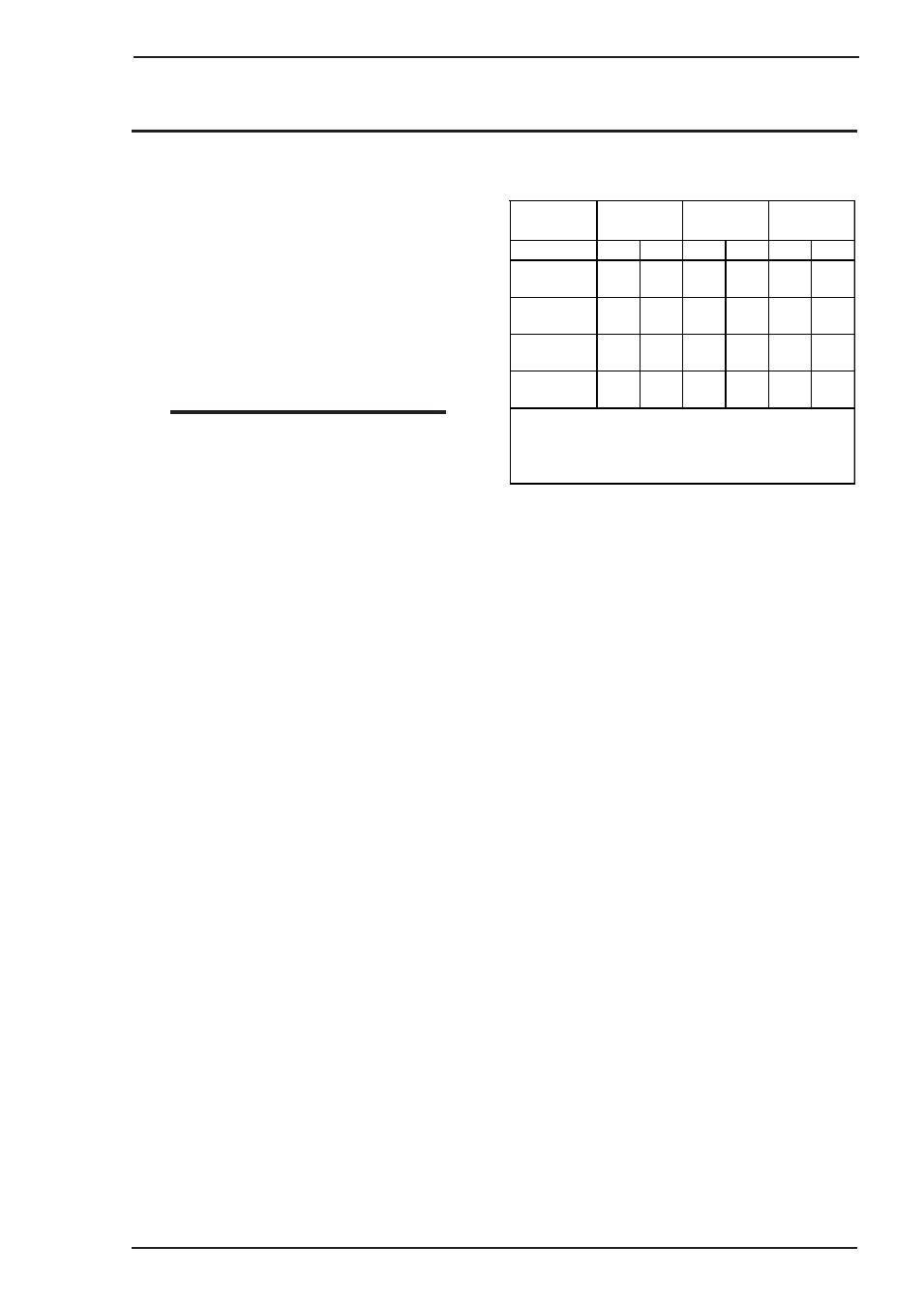
E. Working range at GMAW welding
Wire
diameter
inches
A
V
A
V
A
V
.030
140…
180
23…
28
110…
150
18…
22
50…
130
14…
18
.035
180…
250
24…
30
130…
200
18…
24
70…
160
16…
19
.045 or 3/64
220…
320
25…
32
170…
250
19…
26
120…
200
17…
20
1/16
260…
320
26…
34
200…
300
22…
28
150…
200
18…
21
Long arc /
Spray arc
Transitional
arc
Short circuit
arc
Favorable welding characteristics are only possible if voltage
and current are correctly adjusted.
CO2requires an arc voltage approximately 3 V higher than gas
mixtures with a high argon content.