02 welding controls, 02 welding controls -2 – Tweco 500SP PowerMaster Automation User Manual
Page 38
POWERMASTER 400SP, 500SP AUTOMATION
4-2
March 16, 2007
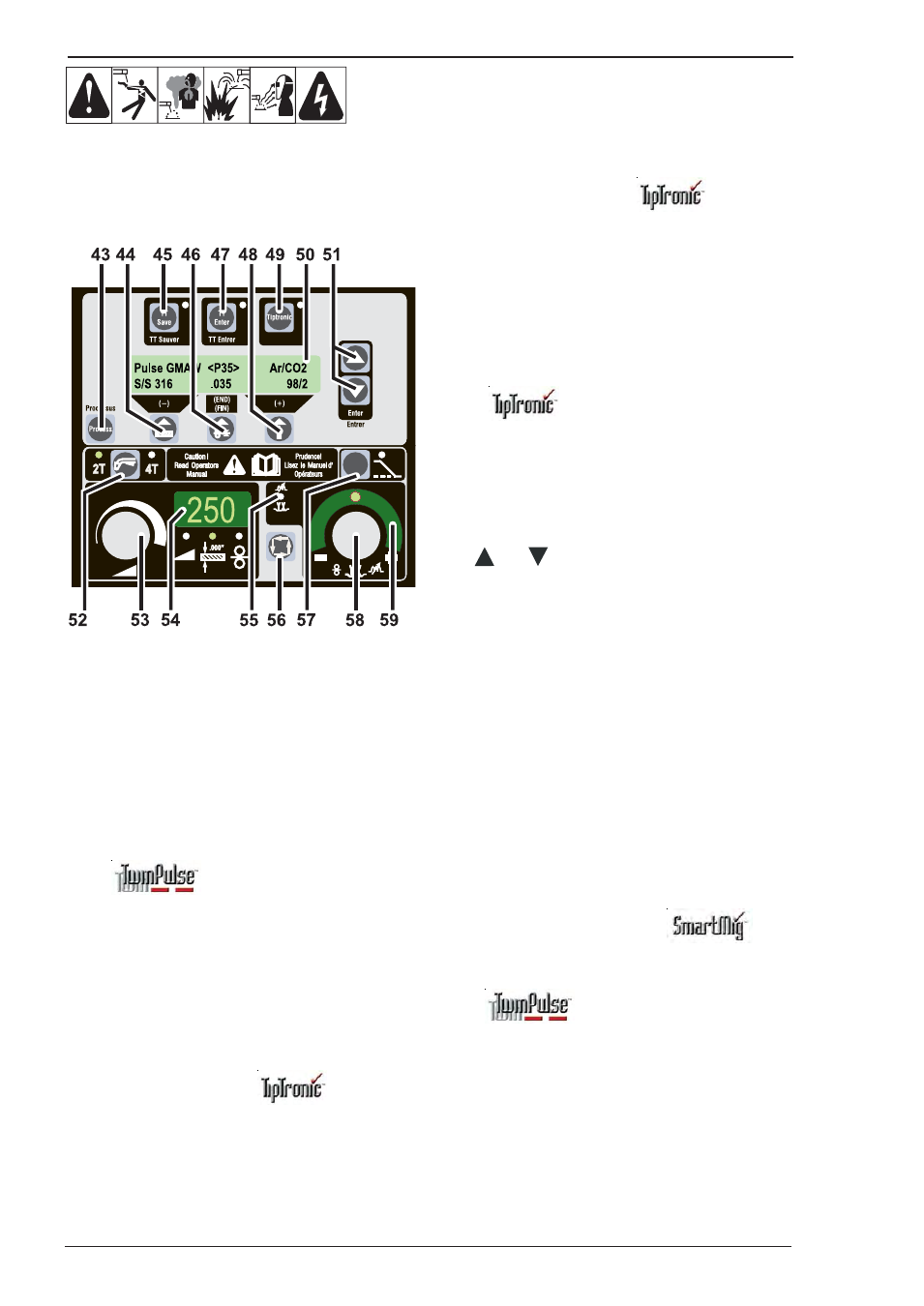
(46) ”Welding wire diameter” push-button
For diameter selection of the wire to be
welded. The push-button is also used for the
“End” function, with which you can move back
to the previous menu level.
(47) “TT Enter” push-button
For acknowledgment when saving a welding
job.
(48) “Gas type” push-button
For selection of the gas to be used. The push-
button is also used for the “increment” (+)
function, e. g., to increase the value of a
secondary parameter.
(49)
push-button
For switching the Tiptronic process on or off.
(50) Multi-function display
For indication of all parameter values and
messages.
(51)
and
push-buttons (Enter)
For switching between the individual
secondary parameters. Pressing both push-
buttons at the same time is used for
acknowledgment (Enter).
(52a) “2 stroke (2T) / 4 stroke (4T)” push-button
For switching between 2T and 4T (Latch)
operation process. A lit LED indicates the
currently selected operating process.
(52b) "Spot Welding Mode" push-button
Activate the Spot Welding Mode by pressing
and holding the 2T/4T button for 2 seconds,
at which point the 2T and 4T leds will both be
lit. The "spot welding time" parameter can then
be adjustedin the main display.
(53) “Smart Power” control knob
Sets welding current or material thickness or
wire speed in SmartGMAW, Pulse MIG,
process. OR
“Arc Voltage” control knob Sets welding arc
voltage in ManualGMAW process.
(54) “Digital multifunction” display
Displays the primary parameters such as
welding current, material thickness (in .001),
wire feed speed (in inches/min) or arc length
trim.
4.02 Welding Controls
This section explains the displays and buttons in the
Secondary Control Panel and Primary Control Panel
(items # 3 and 4 - see page 2-2).
Art # A-07864
a,b
(43)
“Process” push-button
For switching between the operation processes.
ManualGMAW — Conventional GMAW with
separate Voltage and Wirespeed controls
SmartGMAW — Non-pulse GMAW with one
knob (53) control
PulseGMAW — Pulse GMAW with one knob
(53) control
— Twin pulse GMAW with one
knob (53) control
SMAW/STICK — Stick electrode welding
(44) “Material” push-button
For selection of the wire material to be welded.
The push-button is also used for the
“Decremental" (-) function, e. g., to reduce
the value of a secondary parameter.
(45) “TT Save” push-button
For saving user-defined, frequently used
welding jobs.