Warning – Tweco Weld Sequencer User Manual
Page 57
Manual 0-2023
51
APPENDIX
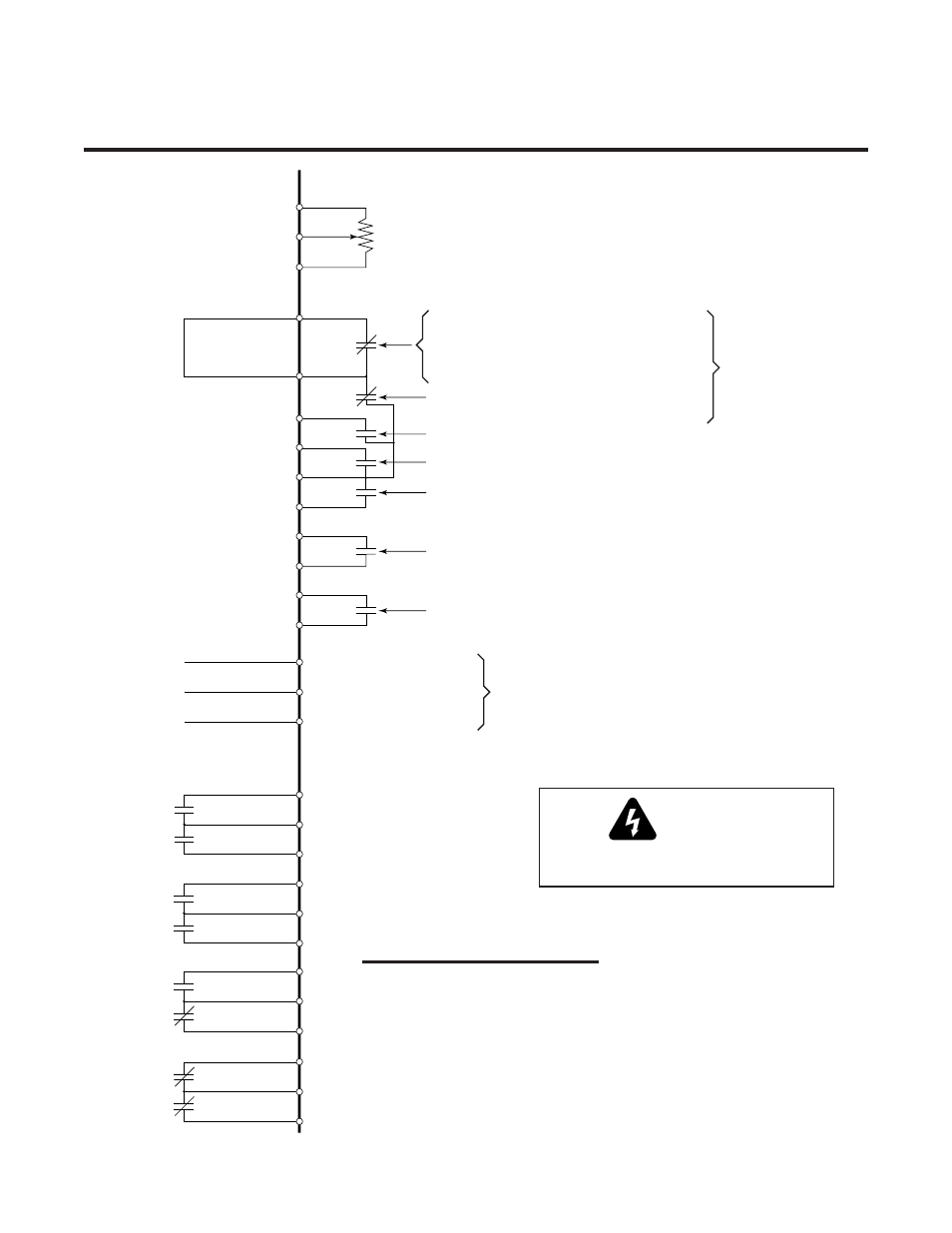
APPENDIX III: AUXILIARY INTERFACE CONNECTION
DIAGRAM
TB3-5
TB3-4
TB1-2
TB3-3
TB3-2
TB2-1
TB2-2
TB3-6
TB1-1
TB4-1
TB4-2
TB2-3
TB1-4
TB1-5
TB1-6
TB1-7
TB2-10
TB2-11
TB2-12
TB2-13
TB2-14
TB2-15
TB2-7
TB2-8
TB2-9
TB2-4
TB2-5
TB2-6
31
30
29
34
33
32
40
39
38
37
36
35
CC
AL
AL
CC
System Control
Jumper
Weld Sequencer
Customer Supplied
Pot High
Pot Low
Wiper
10k, 2W Potentiometer For Remote Current Control
Spotweld - Spotweld Will Occur When This Line Is
Opened, Then Closed (Open Then Close To Start).
If NC Switch Used, Open Momentarily, Then Close.
If NO Switch Used to Start Sequence, This Must
Remain Closed Until WT-1 Times Out.
NOTE: If This Set Of Contacts Used For Spotweld
Application, Then Jumper Must Be Removed.
Either One Of
These Sets May
Be Used For
Spotweld Applications
Start Downslope (Momentary Closure)
Start Sequence (Momentary Closure)
Contactor ON/OFF (1st Pole Of Relay) - See Warning
WARNING
TB4 Pins 4 - 7 Carry High Voltage.
Unplug Unit Before Making Any Connections On TB4.
Contactor ON/OFF - Resets Control Logic
(Second Pole Of Replay)
Disable Pulser When Closed
System Will Weld At Peak Current
External Common
Pulser At Peak Signal
Externally Supplied Voltage
(+5 to +15.5 VAC)
Use For AVC Lockout
To Disable An Automatic
Voltage Control While
Pulser Is Not At Peak
A-02450
NOTE
Refer to Appendix I for Relay Timing