Section 2: introduction & description, 01 scope of manual, 02 general description – Tweco Weld Sequencer User Manual
Page 15: Section 2, Introduction & description, 01 scope of manual 2.02 general description
Manual 0-2023
9
INTRODUCTION & DESCRIPTION
SECTION 2:
INTRODUCTION &
DESCRIPTION
2.01 Scope of Manual
This manual contains descriptions, operating instructions
and maintenance procedures for the Thermal Arc Weld
Sequencer. Service of this equipment is restricted to prop-
erly trained personnel; unqualified personnel are strictly
cautioned against attempting repairs or adjustments not
covered in this manual, at the risk of voiding the War-
ranty.
Read this manual thoroughly. A complete understand-
ing of the characteristics and capabilities of this equip-
ment will assure the dependable operation for which it
was designed.
2.02 General Description
The Thermal Arc Weld Sequencer is an accessory pack-
age designed to automatically control the output of most
solid-state power supplies. The Weld Sequencer gives the
operator more accurate control of the variables within a
welding operation. Once the Weld Sequencer is pro-
grammed for a particular welding operation, the weld
can be reproduced with minimal fluctuations. Four sepa-
rate solid-state control modules, a Weld Sequencer En-
closure and a RP1 Control remote pendant make up the
Weld Sequencer. Any combination of the four modules
can be used with the Weld Sequencer Enclosure to be a
stand-alone unit.
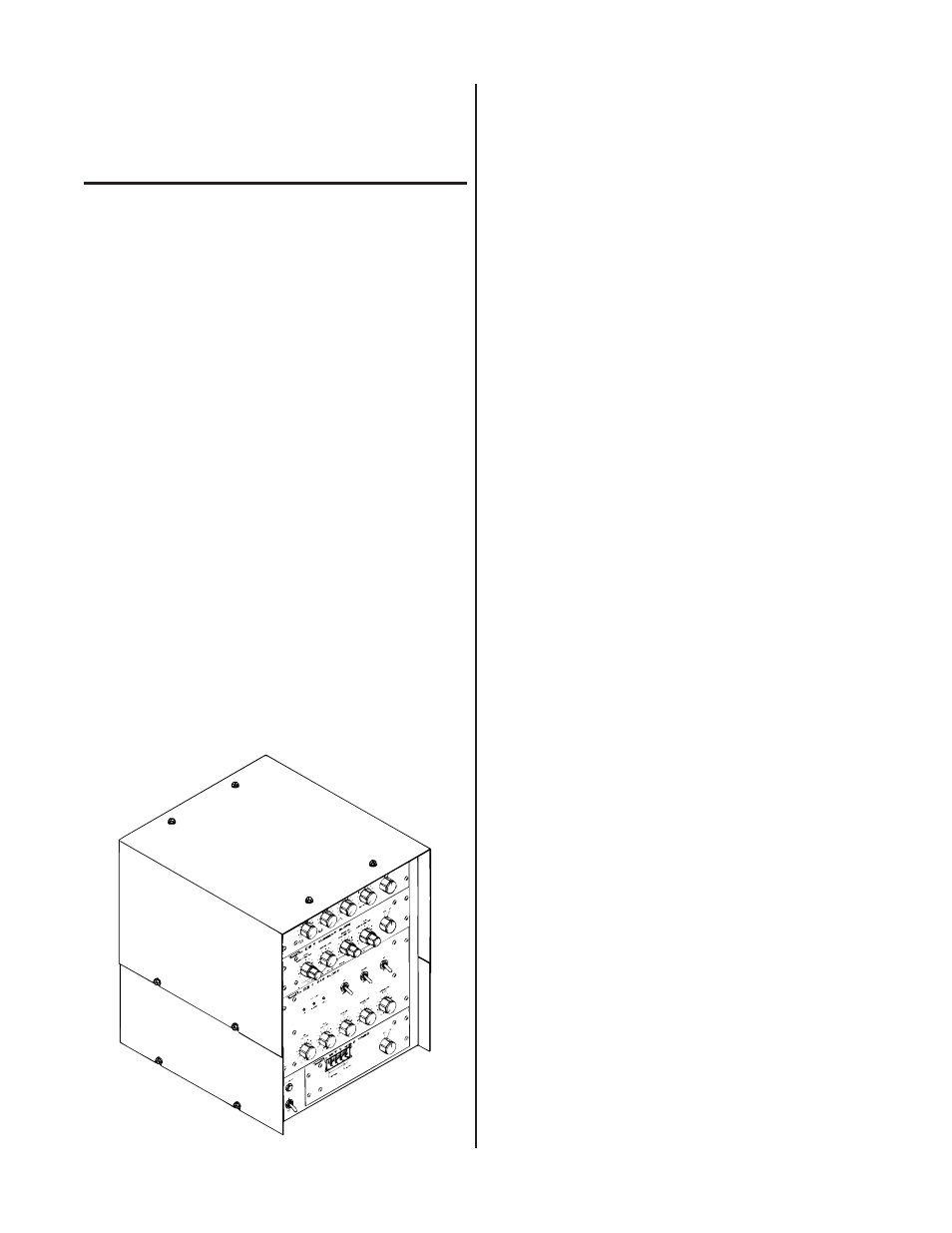
A-02401
Figure 2-1 Weld Sequencer Assembly
• Weld Sequencer Enclosure
Housing for combinations of the four modules.
Contains interface wiring and power for each unit.
Provides relay contacts for interfacing with exter-
nal controls (wire feeders, motion controls, etc).
• RP1 Control
Offers remote control for activating main contac-
tor, starting weld sequencer, starting downslope
manually, starting spot weld sequence, and adjust-
ing welding current.
• CS1 Current Slope
Allows welding current to be automatically ad-
justed from an initial current setting to a peak cur-
rent setting (upslope) and decreased automatically
to a final current setting (downslope) when sig-
naled manually or by the WT1 Weld Timer.
Upslope changes the current linearly from initial
current value to weld (peal) current value.
Downslope changes the current linearly from peak
value down to final value.
• GS1 Gas Slope (Plasma Gas)
Allows linear change in the plasma gas flow rate
(upslope and downslope) between two variable
settings. The control can be manual or automatic
when used with CS1 Current Slope
• CP1 Pulser
Reduces the amount of heat input into the weld
by pulsing the current between peak level and a
background level. The CP1 offers complete con-
trol of the pulse frequency rate and the percent-
age of 'on' time at peak current versus background
current. The CP1 also offers the capability of a lin-
ear upslope and downslope on each pulse.
• WT1 Weld Timer
Allows weld time to be set from 0.1 to 999.9 sec-
onds. When used with CS1 Current Slope the WT1
times the weld from the start of upslope to the end
of peak (weld) current at which time it provides a
signal for initiating the downslope sequence. WT1
can also be used independently as a spot weld
timer.