Programming a 3-axis profile – Rockwell Automation 1771-QA Stepper Positioning Assembly User Manual User Manual
Page 96
4–18
Example Programs
Publication 1771-UM002A–EN–P – May 2000
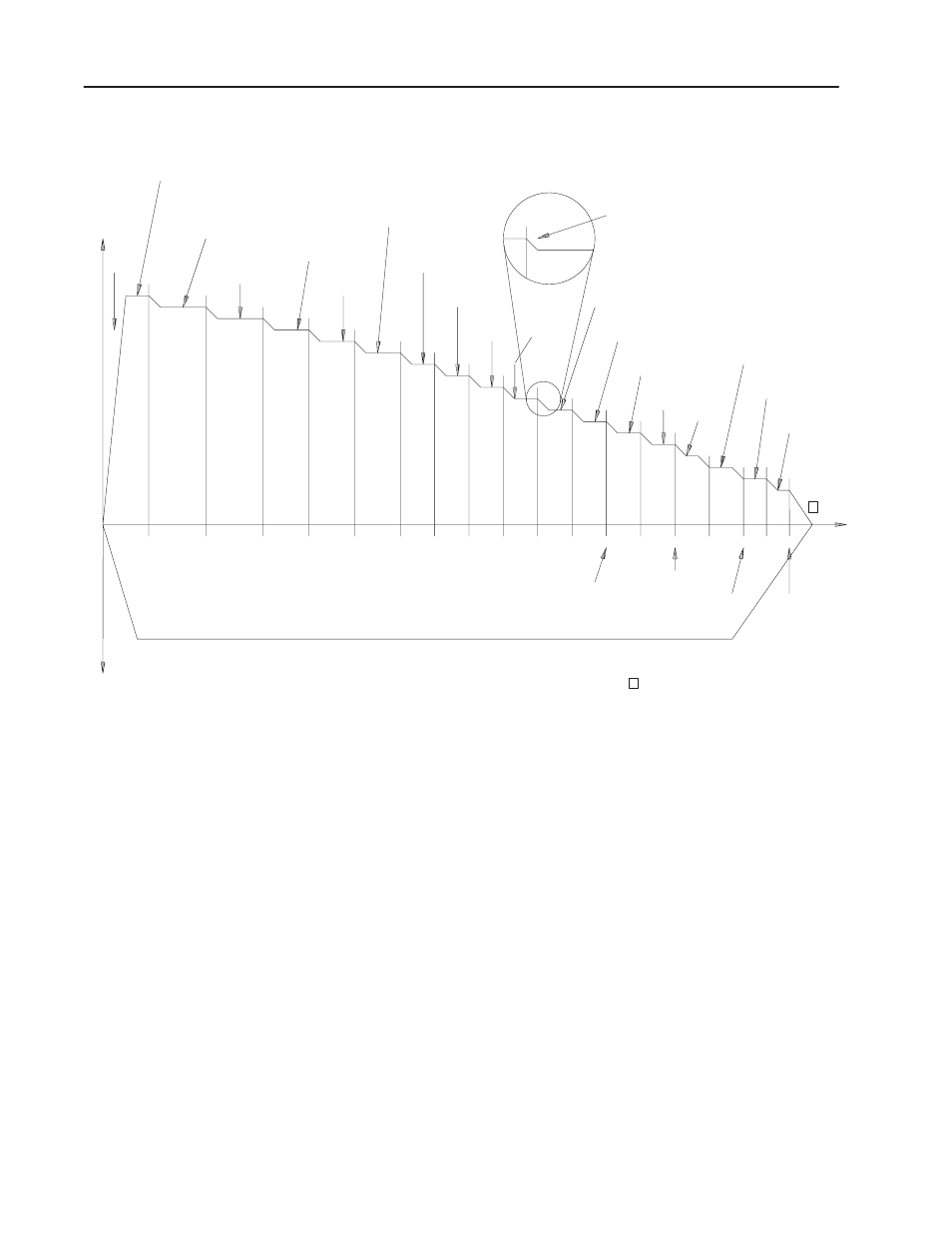
Figure 4.9
Axis 3 of Example 3-Axis Profile
Rate
Forward
0
Reverse
FR=1000 P/Sec
DT=2.0 Sec
Position
5000
7000
10000
12000 13500 15000 16000 17000
18000
19000
19800
20500
21000
21500
22000
22500
23000
23500
23700
Position
RT=
FR=1000 P/S
FR=900 P/S
FR=800 P/S
FR=700 P/S
FR=600 P/S
FR=500 P/S
FR=450 P/S
FR=400 P/S
FR=350
FR=300
Moves 2–18
FR=275 P/S
FR=250 P/S
FR=225 P/S
FR=200 P/S
FR=175
FR=150 P/S
FR=125 P/S
FR=100 P/S
10618
Move 20
0 Hz Rate Move
RT=2.0 Sec
2.0
Sec
P/S
RT=1.0 Sec
P/S
P/S
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17 18
19
1
1
The documentation and procedures for programming a 3-axis
program are similar to those of the 1-axis program described in
section titled “1-Axis Program.”
The 3-axis ladder diagram program presented in this section shows
an alternate approach to organizing preset and jog data, and for
transferring commands to the stepper controller module. A 4-word
command file has been programmed using a file-to-file move
instruction for each axis. The command file contains the moveset
control word, offset and preset words.
Commands with accompanying offset and preset data can be
transferred to the stepper controller module without jog data. A
separate jog moveset stored in a file-to-file move instruction for each
axis simplifies the ladder diagram program and associated record
keeping of command, jog, and profile moveset data.
Programming a 3-Axis
Profile