Programming a 1-axis profile – Rockwell Automation 1771-QA Stepper Positioning Assembly User Manual User Manual
Page 80
4–2
Example Programs
Publication 1771-UM002A–EN–P – May 2000
Programming a 1-Axis Profile
The task of programming can be simplified by documenting the
desired positioning profile in the following manner.
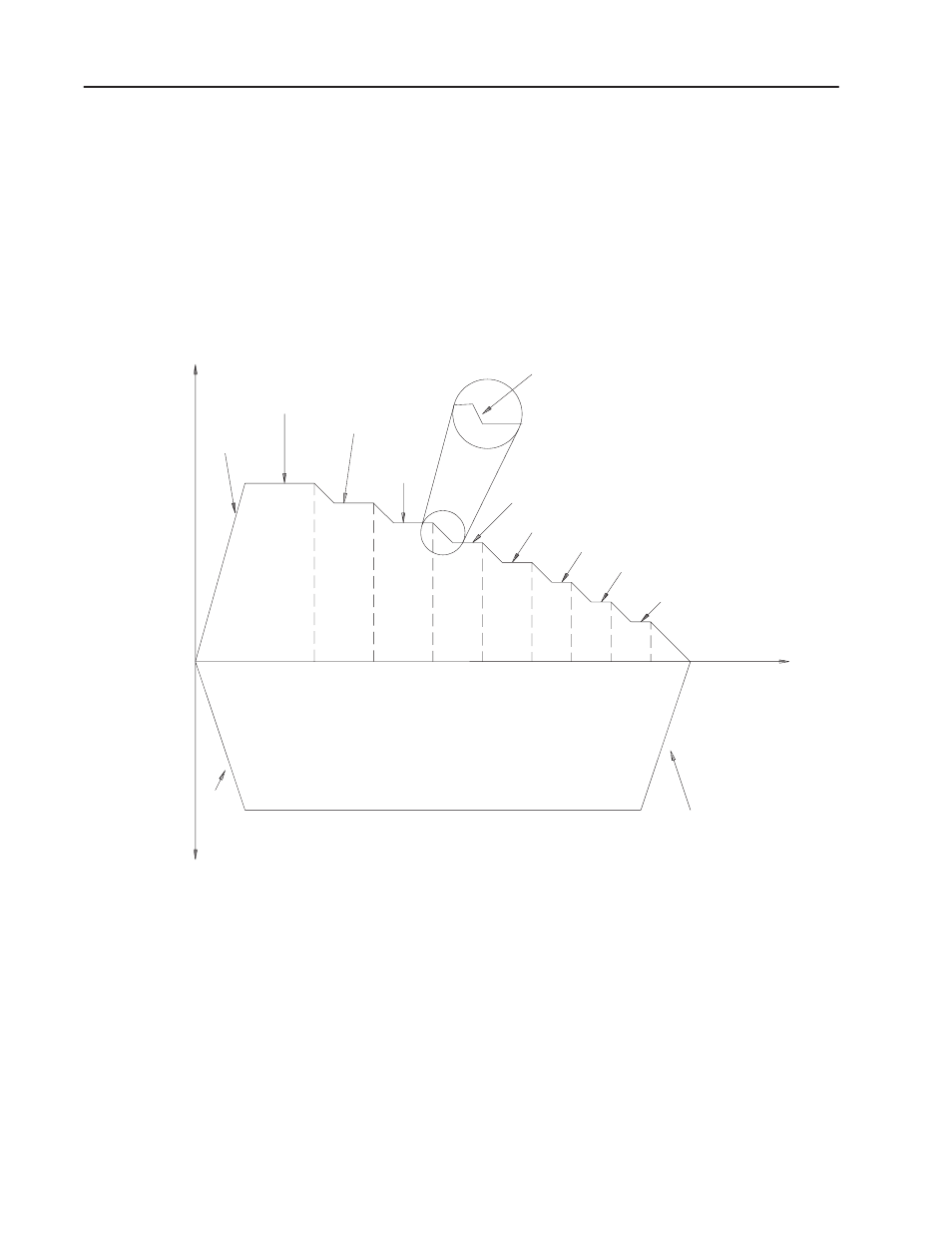
1. Sketch the positioning profile and designate the ramp time, final
rate, final position, and decel values as needed (Figure 4.1).
Decide which of the three operating modes (continuous,
independent or single step) should be used.
Figure 4.1
Example 1-Axis Profile (Continuous Mode)
Rate
RT=
FR=2000 P/Sec
FR=1800 P/Sec
FR=1500
Moves 2–8
FR=1100 P/Sec
FR=800 P/Sec
FR=200 P/Sec
FR=100 P/Sec
FR=050 P/Sec
RT=
Position
Move #1
2
3
4
5
6
7
8
9
Move 10
FR=2000 P/Sec
RT=
Reverse
Forward
6000
9000
12000
15000
16500 17500 18500 19000
19200
10602
3.00 Sec
2.00 Sec
3.00 Sec
RT=1.00 Sec
P/Sec
2. Log all move data such as ramp time, final rate, final positions
and decel values as needed, and offset/preset data if used. Use
the Moveset Data form found at the end of this manual for each
positioning profile moveset (Figure 4.2) or jog moveset (Figure
4.3).
3. Write the ladder diagram program using the example as a guide
(Figure 4.4).
4. Enter move data into corresponding data table files associated
with file A of each file-to-file move instruction using the data
monitor mode of the industrial terminal (Figure 4.5). File R
displays the data moved to the write block transfer file during
operation and should be ignored during programming.